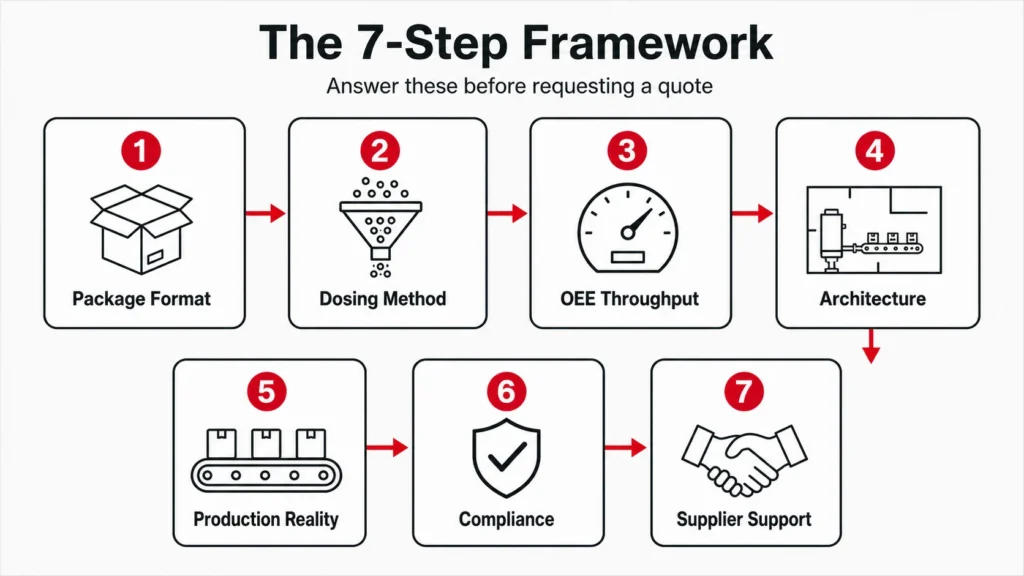
How to Choose the Right Packaging Machine: A 7-Step Decision Framework for 2026
Authored by
Hellena Ji, Sales Lead
Lead Time
15–20 days ex-works
Markets
80+ countries served
Data Source
Quote queue, not stock guides
Before You Start: The Mistake Most First-Time Buyers Make
The most common buying mistake is picking the machine type first and the dosing system second. That's backwards.
Product physics — flowability, particle size, viscosity, abrasiveness, density — determines which dosing method works. The dosing method then narrows the machines that can host it. A premade-bag rotary platform doesn't matter if your product is a cohesive turmeric powder that won't flow through a volumetric cup; you need an auger filler, and the rotary platform has to be configured around it.
The right order:
- Classify your product: free-flowing granule / cohesive powder / sticky paste / fragile solid / thin liquid / viscous liquid.
- Pick the dosing method that handles that physics at the accuracy class you need (industrial ±1%, premium consumer ±0.5%; if you require ±0.2%, treat it as a regulated dosing project and ask for product-specific test data before any vendor commits).
- Then select the machine architecture that natively hosts that dosing method.
If a sales engineer offers you a "general-purpose machine" before asking what your product is and how it flows, treat that as a flag.
Step 1: Start with the Package Format, Not the Machine
The first branch in the decision tree is the finished package your product needs to ship in. Format determines machine architecture — not the other way around.
Use the table below as a first screen, then validate the exception cases with your bag sample and product.
| Package format | Likely machine class | When this is right |
|---|---|---|
| Pillow bag, sachet, stick pack (rollstock film, fin seal down the back) | VFFS — see Collar Type Packing Machine or Full Automatic Vertical Packing Machine | Bulk granule, powder, or liquid in single-format runs above ~60 bags/min |
| Stand-up doypack, gusset bag, flat-bottom box pouch — with or without zipper closure (pre-printed, pre-cut, pre-converted) | Premade-pouch filler — see Premade Bag Packing Machine | Premium retail formats, multi-SKU brand-controlled product, ≤60 bags/min |
| Spout pouch with screw or flip cap | Dedicated spout filler — see Spout Pouch Filling and Capping Machine | Liquid retail with controlled-pour requirement (juice, baby food, refills) — a separate machine family, not a premade-pouch variant |
| Pillow-wrapped solid item (candy bar, biscuit, bar of soap, fresh produce) | HFFS / horizontal flow wrap — see Automatic Pillow Pouch Packing Machine | Discrete solids that ride on a conveyor, 60–1,200 pieces/min |
One important caveat — "stand-up pouch = premade-only" is too absolute. Some stand-up pouch geometries may be possible to form on VFFS if the pouch design passes geometry and material checks. If you're running high-volume single-SKU on a stand-up format, ask the supplier whether VFFS is viable for your specific pouch design before defaulting to premade. Most pouches aren't VFFS-compatible, but some are — and the per-bag cost delta is significant at scale.
If you don't yet know your bag style — most buyers don't until they've talked to a packaging supplier — start with our Pouch Types Hub to see the 7 pouch and closure guides with line drawings and decision criteria, then come back to this guide.
For format-specific lineups, see the Stand-Up Pouch & Doypack Packing Machine reference (the 4 ShengWei premade-bag rotary models that handle stand-up format), or the Zipper Pouch Packing Machine page if you're evaluating zipper-closure compatibility on an existing premade-bag platform.
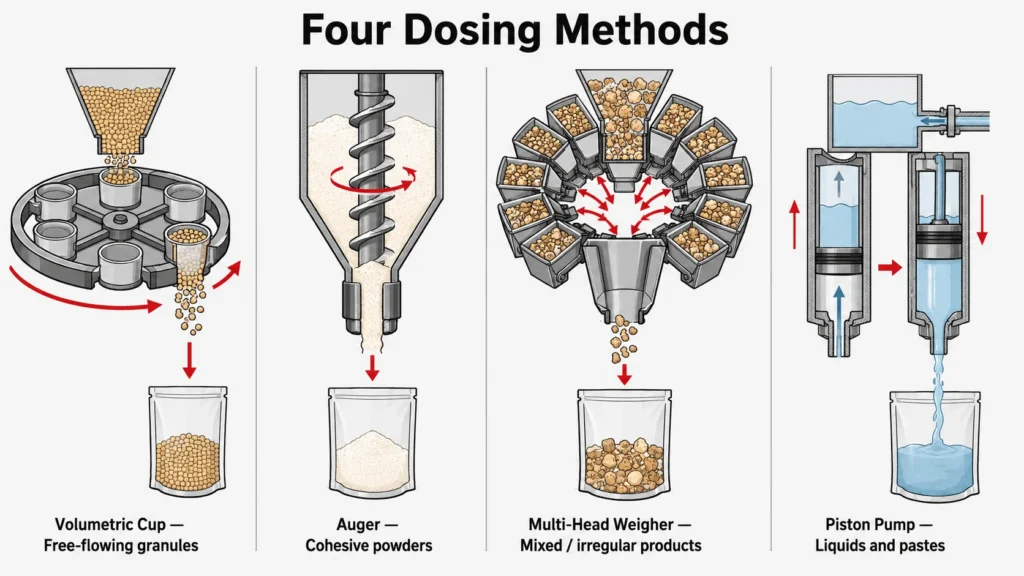
Step 2: Match the Dosing Method to Product Physics
Dosing method is determined by product flow behavior, not buyer preference. Get this wrong and the machine will be inaccurate, slow, or constantly jamming.
| Product class | Examples | Dosing method | Typical accuracy |
|---|---|---|---|
| Free-flowing granule | sugar, salt, rice, nuts, coffee beans, pet food, candy | Volumetric cup (cheapest, fastest) or multi-head weigher | ±1–2% / ±0.5% |
| Cohesive / sticky powder | flour, spice, milk powder, protein, pharma fines | Auger filler | ±1% standard, ±0.5% with servo |
| Free-flowing liquid (thin) | juice, water, vinegar, oil under 100 cP | Metering pump or piston pump | ±1% |
| Viscous liquid / paste | ketchup, sauce, yogurt, baby food (1,000–10,000 cP) | Piston pump, heated jacket above 10,000 cP | ±0.5% |
| Irregular solid (single item) | candy bar, biscuit, individual chocolate, bar of soap | Conveyor infeed + flow-wrap (count-based) | n/a |
| Mixed multi-product | granola, snack mix, mixed nuts, frozen veg | Multi-head weigher combining heads to hit target | ±0.5% |
Two things worth knowing before you write the RFQ:
Auger fillers depend on stable hopper head pressure. If operators can't keep the hopper above the minimum fill level during the run, accuracy degrades sharply.
Multi-head weighers exist because volumetric methods cannot handle irregular shapes. If your product is mixed, irregular, or fragile, a cup or auger will give visible weight variation; a 10–14 head weigher won't.
For dosing system cost impact, see Pricing Guide § What Moves a Quote $5K Up or Down — dosing swings price by 25% or more.
For a side-by-side view of cup / auger / linear weigher / multi-head / pump dosing on a single VFFS chassis, see our Collar Type Packing Machine — the SW-420E auger powder machine is a worked example of the cohesive-powder branch.
For a deeper engineering and total-cost comparison of the three dry-solid dosing methods — accuracy mechanism, give-away economics, cleaning, and failure modes — see our Multi-Head Weigher vs Auger vs Volumetric Cup guide.
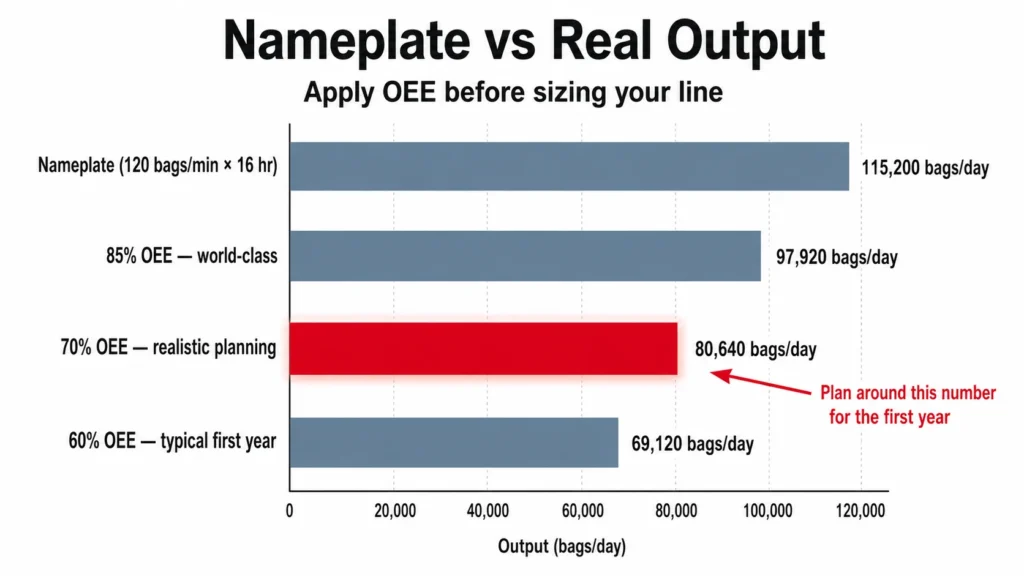
Step 3: Size Throughput Against OEE, Not the Nameplate
The single biggest planning error first-time buyers make: assuming the nameplate speed (the "120 bags/min" on the brochure) is what the machine produces on the floor. It isn't.
Real-world Overall Equipment Effectiveness (OEE) for packaging lines runs 60% typical, 70% for a well-run line, and 85% only for world-class operations. Plan around 60–70% during the first year while operators learn the machine and changeover routines settle.
The math, worked:
A machine rated 120 bags/min, running 2 shifts × 8 hours, has a theoretical output of 115,200 bags/day. At 70% OEE, plan around 80,640 bags/day — about 35,000 bags less than nameplate.
That gap is real production loss, absorbed by:
- Scheduled changeovers (different SKU = different recipe, sometimes different bag size)
- Unscheduled stops (film tracking, seal jaw misfires, dosing recovery, jam clears)
- Operator breaks, shift handovers, cleaning cycles
- Setup scrap on roll change (2–5% film loss is typical on VFFS)
Speed-tier crossover thresholds that change machine class selection:
| Throughput target | Right machine class |
|---|---|
| Up to 60 bags/min | Premade-pouch rotary (bag pickup is the bottleneck above this) |
| 60–150 bags/min single-lane | Single-lane VFFS or stick-pack |
| 200–300 cycles/min (1,200–1,800 sachets/min combined across 6 lanes) | 6-lane multi-lane VFFS for high-volume small sachets |
| Up to 300 bags/min per single bag, stick-sachet format | 10-lane multi-lane VFFS for stick-pack volumes |
| 60–1,200 pieces/min, discrete solids | HFFS / flow wrap (three-servo platform above 200 pcs/min) |
If your target output sits near a threshold, the higher-tier machine is usually the right buy. Pushing a base machine near its ceiling means more stops, faster wear, worse OEE.
For multi-lane high-volume configurations, see our Full Automatic Vertical Packing Machine. The 6-lane SW-A6 three-side seal runs 200–300 cycles per minute, producing 1,200–1,800 sachets per minute across six lanes; the SW-B10 ten-column back-seal is rated up to 300 bags per minute for narrow stick sachets.
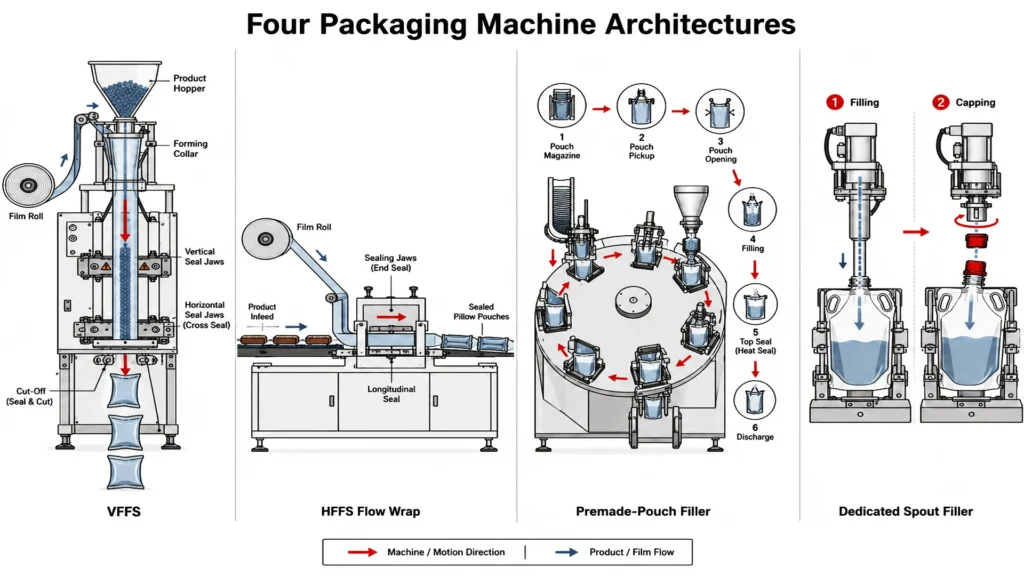
Step 4: Pick the Architecture — VFFS, HFFS, Premade-Pouch, or Dedicated Spout
By now you've narrowed by package format (Step 1) and dosing method (Step 2). Step 4 is the architecture decision. There are four families — same finished bag in some overlapping cases, very different mechanics and operational profile.
| Feature | VFFS | HFFS Flow Wrap | Premade-Pouch Filler | Dedicated Spout Filler |
|---|---|---|---|---|
| How it works | Film wraps a vertical forming tube; product drops by gravity; seal jaws form and cut the bag | Product travels horizontally on a conveyor; film wraps over/under/behind to form a pillow pouch | Pre-converted pouches loaded from a magazine; opened, filled, sealed across rotary stations | Pre-converted spout pouches loaded individually; filled through the spout, then capped |
| Film source | Rollstock (lowest material cost per bag) | Rollstock | Pre-converted pouches (premium per bag, near-zero floor waste) | Pre-formed spout pouches (highest per-unit cost) |
| Volumetric fill | 66–75% (product must clear horizontal seals) | Up to 100% (no drop interference) | 90%+ (pouch held open and dosed cleanly) | Varies by spout diameter and product viscosity |
| Setup scrap | 2–5% film loss per run | Moderate, 2–4% during jaw alignment | Near zero | Near zero |
| Best for | Bulk granule, powder, liquid in pillow/sachet/stick at high throughput | Individually shaped solid items (candy, biscuits, bars, soap, fresh produce) | Premium retail pouches: stand-up, zipper, gusset, flat-bottom | Liquid retail with controlled pour: juice, baby food, detergent / cosmetic refill |
| Footprint | Compact, vertical | Larger linear footprint (3–7 m machine length common) | Medium, multi-station rotary layout | Medium, rotary or linear with capping station |
VFFS and HFFS both produce pillow bags — same finished shape, different mechanics. VFFS forms the bag around a vertical collar and fills by gravity drop, so the product must tolerate the drop. HFFS wraps the bag around a product riding horizontally on a conveyor, so the product must be a single discrete item that won't deform. They don't substitute.
Spout pouches are a separate machine family, not a premade-pouch variant. Standard premade-pouch fillers cannot fill a capped spout pouch because the spout requires dedicated alignment, filling, and capping stations. For capped pouches, see Spout Pouch Filling and Capping Machine directly.
For high-volume 4-side-seal sachets without a cap, see the SW-C6 six-column four-side seal — a different VFFS branch optimized for premium flat sachets at multi-lane throughput.
Whichever format you choose, how its seals are formed — and how to prove they are actually leak-tight — is a separate decision worth getting right. See our bag sealing methods and seal-integrity guide for heat, impulse, band, and ultrasonic sealing compared, plus which leak test catches what.
Step 5: Production Reality Check — Utilities, Footprint, Changeover
A theoretically correct machine that doesn't fit your plant is the wrong machine. Validate four production constraints before you finalize the RFQ.
Utility demand
(typical planning ranges only — final vendor GA and utility sheet prevails on site prep)
- VFFS: ~10 CFM compressed air at 80 PSIG, 3–5 kW electrical
- Premade-pouch rotary: 350–800 Nl/min compressed air, 3.75–7.5 kVA electrical
- HFFS flow wrap: 5–10 CFM at 80–90 PSIG, depending on configuration
Undersized plant air shows up immediately as instability, misfeeds, and poor sealing.
Footprint
Single-lane VFFS is vertical and compact (~1.5 × 1.5 m). HFFS flow wrappers run 2.8–6.7 m in length depending on infeed. Premade-pouch rotary is 2–3 m square. Multi-lane VFFS and complete lines need ceiling headroom for the weigher tower — measure ceiling clearance, not just floor.
Changeover
If you run multiple SKUs, changeover matters more than nameplate speed. A faster machine with 60-minute changeovers can be slower than a moderate machine with 15-minute changeovers across a real production week.
- Width change (different bag width): 15–30 minutes on premade and collar VFFS
- Length change (same bag width): under 5 minutes via HMI recipe
- Recipe change (different product, same bag): under 5 minutes with stored recipe
Ask for the recipe storage count (50–100 is typical) and how recipes are edited and locked.
Modular vs dedicated dosing
A specific warning: most VFFS machines cannot be converted between liquid and powder filling without major retrofit. If you plan to run multiple SKUs across different physical states (powder one week, liquid the next), you need either a genuinely modular machine or separate machines per state. Don't assume "this machine can do both" — verify in the RFQ.
Step 6: Compliance Is Now a Machine-Spec Decision, Not Just a Film Decision
Regulatory pressure in 2026 has shifted compliance from "the film converter's problem" to "the machine buyer's problem." Three frameworks should be in your RFQ.
Food contact standards
Verify the machine's product-contact surfaces match the regulation in your target market:
- US: FDA 21 CFR Part 177 (polymers and indirect food additives)
- EU: Regulation 1935/2004 (general framework) plus region-specific lists
- China: GB 4806 series; the 2024 update added GB 4806.13 (composite materials) and GB 4806.14 (food-contact printing inks)
Stainless-steel grade
Match contact-zone steel to product class:
- General food contact: SS304 is standard
- Acidic, salty, or chloride-exposed product (sauces, brine): SS316
- Pharmaceutical, baby food, sterile medical: SS316L with polished finish and GMP-certified hygienic design
EU PPWR — applies from 12 August 2026
The EU Packaging and Packaging Waste Regulation (PPWR) entered into force February 2025 and applies from 12 August 2026. The regulation phases in recyclability and material-reduction requirements over multiple years — the August 2026 date marks when the framework starts to bite, not a universal cliff for all packaging.
For machine buyers, the practical effect is that mono-material and recyclable-film capability moves from "future upgrade" to "near-term selection criterion." If your target markets include the EU, confirm that your candidate machine can process mono-material films (PE/PE or PP/PP laminates) at production speed — and ask the supplier how they're tracking the phased PPWR rollout for the bag formats you plan to produce.
For regulated product (baby food, pharma, organic-certified): do not run chemical and food on the same chassis. Surfactant or fragrance residue can survive cleaning cycles. Run a dedicated food-grade line.
Step 7: Screen Suppliers by Post-Install Support — Not Factory Photos
The most predictive supplier-selection variable is post-install support depth, not factory size or trade-show polish. PMMI's 2025 aftermarket data shows 75% of end users rank immediate parts availability and fast lead times as their top expectations from machinery suppliers.
Four checks before you trust a quote:
- Service response model. How fast does a remote-support session start when a machine goes down? Where do spare parts ship from for your region? A factory that can't answer these in writing isn't ready to support a buyer 5,000 miles away.
- Critical-spares list, not a generic "% of capex." If the supplier doesn't have a list ready, they don't have a structured spares program. Ask whether standard-machine parts remain available for 10+ years, and confirm expected parts-availability windows in writing.
- FAT acceptance criteria in the RFQ. Reliability, failure handling, and efficiency thresholds must be specified in the Factory Acceptance Test plan before the machine is built — not after. A weak RFQ creates a weak machine even with a good supplier.
- Platform ratings ≠ supplier audit. Use Alibaba and Trustpilot reviews for pattern detection only; substitute factory audit, sample review, and reference calls.
If you'd like to see how ShengWei's production floor and quality processes are structured, the Factory & Quality Center page documents our shop layout, inspection touchpoints, and on-site FAT setup.
Lead time
ShengWei base models (pre-built standard configurations covering most food / chemical / pharma applications): 15–20 working days ex-works. Custom or complex lines: 8–16 weeks build + FAT, in line with industry norms. Confirm "ex-works" vs "delivered" in the RFQ — the difference can be 4–6 weeks of ocean transit.
Payment terms
Most Chinese packaging machinery exporters operate on T/T 30/70 — 30% deposit on PO, 70% balance before shipment. L/C at sight is accepted on orders above $30,000 — useful when your finance team requires bank-guaranteed payment; bank charges and document requirements should be confirmed before the PI is issued. Higher-value projects sometimes use 30/40/30 milestone structures with mid-build inspection, but this is buyer-driven, not standard supplier practice — specify in the RFQ if you need it.
For common post-shipment procurement risks (mid-order price changes, spec substitution, after-sales failures), see our Pricing Guide § Five Mistakes to Avoid.
The Pre-RFQ Checklist
Answer these before you ask any factory for a quote. The more complete your RFQ, the more comparable the quotes you'll get.
- Product: Type, state (granule / powder / liquid / paste / solid), flowability, particle size, viscosity, abrasiveness, density. Have a 1–2 kg sample ready to ship.
- Package format: Pillow / sachet / stick / stand-up / gusset / flat-bottom / capped spout / flow-wrap, plus any zipper-closure requirement. Have a sample bag or detailed spec sheet ready.
- Throughput: Target output per day (calculated with 60–70% OEE applied, not nameplate). Number of shifts. Number of SKUs.
- Filling accuracy: ±1% / ±0.5%. If you require ±0.2%, flag as a regulated dosing project and provide product-specific test data.
- Voltage and air supply: Plant electrical (V / Hz / phase) and compressed air capacity available.
- Bag size range: Minimum and maximum width × length × fill weight you need the machine to produce.
- Compliance: Required certifications (CE, FDA, FSSAI, NOM, food-grade, GMP, ATEX, etc.).
- Lead time tolerance: Earliest you can accept the machine. Hard deadlines (seasonal, contract).
- Budget range: Total budget including dosing system, optional add-ons, and FAT. See our Pricing Guide for current FOB ranges and the 7-point quote checklist.
Send the same checklist to multiple factories. The ones that engage with it seriously are the ones worth talking further with.
Frequently Asked Questions
VFFS or premade-pouch — how do I decide?
Format first. If your finished pouch is stand-up doypack, gusset, or flat-bottom (with or without zipper closure), default to premade-pouch. If your finished pouch is a pillow bag, sachet, or stick pack, default to VFFS. Above 60 bags/min, VFFS wins on per-bag cost; below 60 bags/min on premium formats, premade-pouch wins on bag flexibility.
Does a stand-up pouch always need a premade-pouch machine?
No. Some stand-up pouch geometries can be formed on VFFS if the pouch design passes geometry and material checks. Ask the supplier whether VFFS is viable for your specific pouch design before defaulting to premade — the per-bag cost delta is significant at scale.
The nameplate says 120 bags/min. What can I actually produce?
Plan around 70% of nameplate as the realistic daily output during the first year. A 120 bags/min machine running 2 shifts × 8 hours theoretically does 115,200 bags/day; plan around 80,640 bags/day. The gap is changeover, scheduled stops, unscheduled jams, and setup scrap.
When should I use a multi-head weigher instead of a volumetric cup?
When your product is irregular in shape, fragile, or a mixed blend (granola, snack mix, frozen veg). Volumetric cups assume uniform fill density and visible product geometry; mixed or irregular product gives visible weight variation. A 10–14 head multi-head weigher is usually the better route when you need around ±0.5% accuracy on mixed or irregular products; confirm with product testing. Multi-head adds $3–8K to machine price (see Pricing Guide). For a deeper engineering and cost comparison of multi-head, auger, and cup dosing, see our dosing-methods comparison guide.
What's the difference between collar VFFS and full automatic vertical packing machines?
Same VFFS principle, different chassis complexity. Collar VFFS uses a simpler shared chassis with swappable dosing systems (cup / auger / weigher / pump) and runs 15–100 bags/min — strong fit for mid-volume single-format buyers. Full automatic vertical packing machines integrate higher-throughput platforms with multi-lane configurations (6-lane, 10-lane) reaching multi-thousand sachets per minute combined output for high-volume sachet/stick-pack production. See Collar Type Packing Machine and Full Automatic Vertical Packing Machine for direct comparison.
Can I still export to the EU after August 2026 if I buy a machine today?
Yes, but plan for the PPWR rollout. The EU Packaging and Packaging Waste Regulation applies from 12 August 2026 and phases in recyclability and material-reduction requirements over multiple years. Machines bought today should be able to process mono-material films (PE/PE or PP/PP) at production speed so you can adapt your packaging as PPWR requirements bite. Confirm mono-material compatibility in the RFQ.
What's a reasonable lead time for packaging machinery from China?
Industry norm is 8–16 weeks for custom or complex builds plus FAT. ShengWei base models (pre-built standard configurations) ship in 15–20 working days ex-works. Add 4–6 weeks of ocean transit for delivered terms.
T/T 30/70 versus L/C — which protects me better?
Both are standard. T/T 30/70 (30% deposit, 70% before shipment) is the default for most Chinese exporters. L/C at sight is accepted on orders above $30,000 and usually adds bank charges and document handling, but gives buyer-side bank-guaranteed protection — worth it for high-value orders or first-time suppliers. Confirm L/C terms before the PI is issued.
How do I verify a supplier's actual support capability?
Ask for the critical spares list, the remote-support response time, the regional service network, and a reference call with an existing customer in your region. Platform ratings (5-star averages) are not a supplier audit — use them for pattern detection only.
Send Your Spec for a Tailored Recommendation
Send your product spec — product type, target throughput, finished package format, and any compliance requirements — and we'll write back with a recommended machine class and configuration, required add-ons (dosing, in-line QC, code-marking), an FOB price range from current 2026 quotes, and lead time and shipping notes for your region. We usually reply within one business day, on business days.
info@shengweimachine.com · +86 181 2511 2025

International Sales Manager · ShengWei Machine

