Bag Sealing Methods Compared: Heat Seal, Impulse, Band & Ultrasonic: The Seal Integrity, TPT Window & Failure-Mode Guide

Authored by
Hellena Ji, International Sales Manager
Lead Time
15–20 days ex-works
Markets
80+ countries served
Sealing
Tuned to your film stack, not a fixed setpoint
Sealing Is a Process Window, Not a Bag Shape
Bag-type pages explain finished pouch formats. This guide compares the sealing technologies and failure modes behind those bags — seal strength, leak risk, film compatibility, tooling, inspection, and cost. If you are still choosing a finished pouch format — stand-up, gusseted, flat-bottom — start at our Pouch Types Hub; this page is about how those bags are actually welded shut and how that weld fails.
The single most useful idea in sealing is that a seal is not a setting — it is a process window. A heat seal forms when the film's inner sealant layer is taken into a band of temperature, pressure, and dwell time where it flows and fuses without distorting the rest of the structure. Too cold or too brief and the weld is weak; too hot or too long and the film thins, burns through, or warps. That window is a property of your film, not of the machine, which is why the same sealer is set differently for a polyethylene stand-up pouch than for a high-barrier laminate.
Two further decisions sit downstream of that window and are the reason this guide exists. First, the four common ways of delivering heat to the film — a constant-heat hot bar, an impulse ribbon, a continuous band, or ultrasonic vibration — behave differently on demanding films, and the right one is a genuine engineering choice rather than a default. Second, a seal that looks strong can still leak, so strength and leak-tightness have to be verified separately. The sections below take those in turn. For the machine-selection layer above this — which family of bagger suits your product and run — see our guide to choosing the right packaging machine; for how forming bags inline compares with filling pre-made pouches, see Premade Bag vs VFFS.
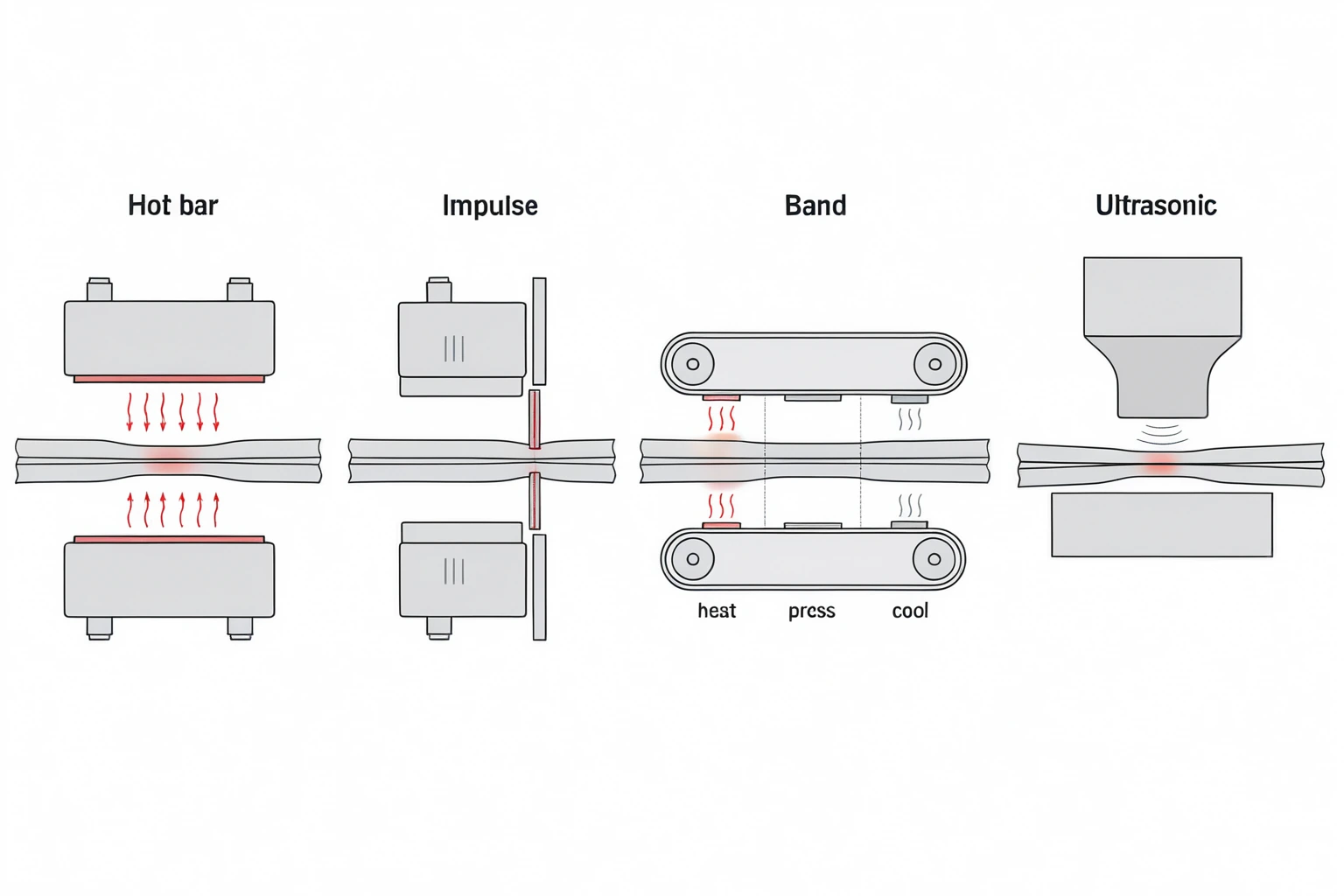
How the Four Sealing Methods Form a Weld
All four methods end in the same place — molten sealant fused under pressure and then frozen — but they reach it differently, and that difference is what makes one suit a fragile laminate and another a recyclable mono-film.
A constant-heat hot bar is the workhorse. Two heated jaws are held at a steady temperature and clamp the film for a set dwell; heat conducts in from the outside. It is simple, robust, and fast to set up, but because the jaws stay hot, the seal is still warm and soft at the moment the jaws open, which gives it lower initial strength — its hot-tack — until it cools in air.
An impulse sealer heats only during a brief pulse of current through a ribbon element, then keeps the film clamped while it cools. Because the weld solidifies under pressure rather than in open air, impulse can produce a cleaner, more stable seal on thin or demanding structures — at the cost of a slower cycle, since each seal waits through a heat-then-cool step.
A band (rotary continuous) sealer carries the film between moving belts through separate heating, compression, and cooling zones in sequence. That makes it well suited to high-throughput continuous motion and to pre-made pouches, since the seal is both formed and cooled under control before the bag leaves the belts.
An ultrasonic sealer works on a different principle entirely: a vibrating horn drives high-frequency mechanical motion into the film, and the heat is generated inside the material by internal friction at the interface — the tool itself stays cold. Because the energy is deposited only where the layers meet and only during a short weld pulse, ultrasonic can place a narrow, repeatable seal with very little heat spread, which is the root of its advantages on heat-sensitive and recyclable films. We return to where that boundary actually pays off, and where it does not, further down.
Decision Matrix — Where the Four Methods Genuinely Differ
The comparison below is deliberately qualitative. Seal-strength and temperature figures are properties of a specific film, sealant, and line speed, not of a method in the abstract, so a clean ladder of numbers would mislead more than it helps. Use this to narrow the field; settle the exact setpoints on your own film during a trial.
| Dimension | Constant-Heat Hot Bar | Impulse | Band / Rotary | Ultrasonic |
|---|---|---|---|---|
| How heat reaches the film | Conducted in from permanently hot jaws. | Pulsed through a ribbon, then cooled under clamp. | Conducted through belts in heat → compress → cool zones. | Generated inside the film by vibration; tool stays cold. |
| Initial hot-tack | Lower — seal opens warm and soft. | Higher — weld solidifies under pressure. | Controlled — dedicated cooling zone before release. | High — very short, localised heat input. |
| Seal-width tendency | Wider, traditional seal bands. | Narrow to moderate. | Moderate, continuous. | Narrow and precise. |
| Throughput tendency | High and continuous. | Lower — heat-then-cool cycle per seal. | High — built for continuous motion. | High — very short weld cycles. |
| Recyclable mono-material fit | Workable with engineered sealant layers and tight control. | Good — cooling under clamp helps a narrow window. | Good with zoned temperature control. | Often favoured — little heat spread. |
| In-seal contamination tolerance | Low — product in the seal commonly causes leaks. | Low to moderate. | Low to moderate. | Can be better in specific, validated cases (see below). |
| Capex tier (directional) | Entry — lowest-cost workhorse. | Entry to mid. | Mid. | Premium — added generator and tooling. |
Quick view — levers, not a verdict
Lean toward a constant-heat hot bar when the film is forgiving, throughput and the lowest machine cost matter most, and a well-tuned window holds the seal you need.
Lean toward impulse or band when the structure is thin, heat-sensitive, or recyclable and benefits from cooling under pressure before release.
Lean toward ultrasonic when in-seal contamination, a narrow recyclable-film window, very narrow seals, or energy-on-demand are the deciding factors — and the film, product, tooling, and a validation trial support it. These are engineering levers — contamination risk, film sensitivity, barrier-foil fragility, throughput, and budget — not a bag-shape lookup.
The Sealing Window — and Why Recyclable Film Is Harder
Every heat seal lives inside a window defined by three variables working together: temperature, pressure, and dwell time — the TPT window. Raise one and you can often lower another — more dwell lets you seal cooler, more pressure improves contact on a textured film — but step outside the window in any direction and the seal fails in a characteristic way. Below it, the sealant never fully flows and you get a cold, weak weld; above it, the film distorts, the seal embrittles, or the web burns through.
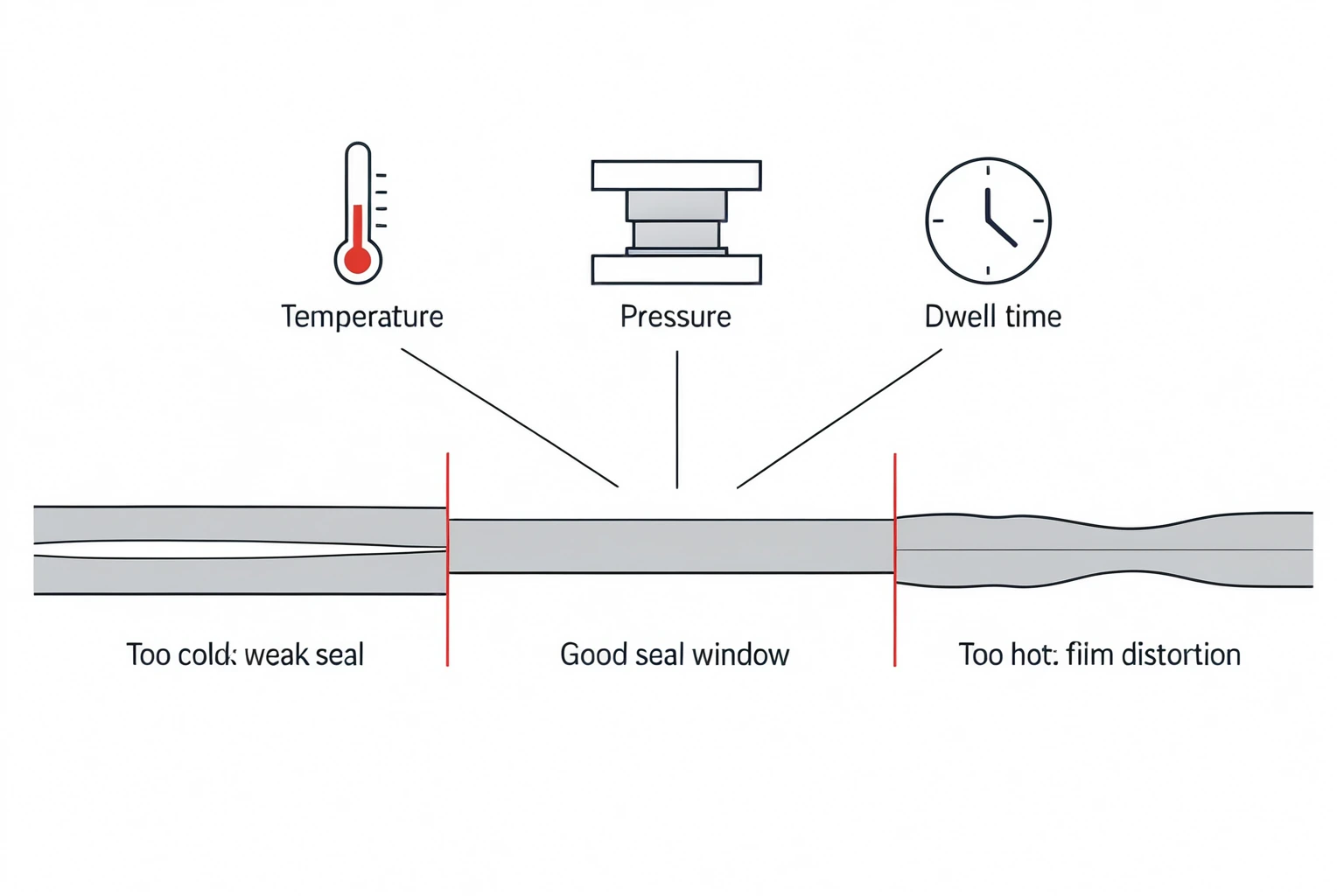
This is where recyclable packaging changes the engineering. A traditional laminate pairs a high-melting outer layer with a low-melting inner sealant, so the temperature that fuses the seal is comfortably below the temperature that damages the structure — a wide, forgiving window. A recyclable mono-material film made of a single polymer family does not have that separation: the layer you melt to seal and the layer that gives the bag its strength are chemically close, so the sealing window narrows and process control gets tighter and less forgiving. That is the practical reason brands moving to recyclable structures often re-evaluate the sealing step rather than treating it as a drop-in.
The regulatory push behind this is real but frequently overstated, so it is worth being precise. The EU's Packaging and Packaging Waste Regulation (Regulation 2025/40) requires that packaging placed on the EU market be recyclable by 2030, graded against design-for-recycling criteria. It does not explicitly mandate mono-material construction — but because multi-layer laminates tend to grade poorly for recyclability, mono-material has become a common practical route to compliance, and with it the narrower sealing window. Methods that limit heat spread — impulse, band with zoned cooling, and ultrasonic — are part of how packers keep that narrower window under control, alongside engineered sealant layers on a well-controlled hot bar.
Seal Strength vs Seal Integrity: Which Test Finds What
The most expensive mistake in sealing is assuming a strong seal is a leak-tight seal. They are different properties, measured by different tests, and a pack can pass one while failing the other. Seal strength is how much force it takes to pull the seal apart; seal integrity is whether the seal has a leak path, however small. A wide, firmly bonded seal with a single fine channel across it can be both strong and leaking at once.
The recognised seal-test standards each answer a narrower question than people assume, and the scope matters — many originate in medical-device packaging and do not transfer wholesale to a food pouch:
- Seal strength (peel): ASTM F88 measures the force to separate a seal and the way it fails (peel, tear, or delamination). It tells you the seal is strong — not that it is leak-free.
- Fine-channel leaks, food and consumer pouches: ASTM F3039 is the dye-penetration test for nonporous flexible packaging — the right reference for most barrier food pouches. (The older ASTM F1929 dye test is scoped to porous medical packaging and should not be cited for a food pouch.)
- Gross leaks: ASTM F2096 is a simple bubble test under internal pressure that catches larger gross leaks. It is sensitive and inexpensive, but it is a gross-leak screen, not a fine-channel or burst test.
- Burst and creep: ASTM F1140 (unrestrained) and ASTM F2054 (restrained between plates) pressurise the pack until the seal fails, to find the weakest point.
- Vacuum decay and validation: ASTM F2338 (vacuum-decay leak detection) and ISO 11607-2 (sterile-barrier process validation, IQ/OQ/PQ) cover regulated and high-barrier work.
The takeaway for a buyer is to specify both a strength test and a leak test for the product, and to match the leak test to the package — a bubble test for gross screening, a dye-penetration test for the fine channels that defeat a strong-looking seal. Different finished formats present the seal differently, too, which is part of why the bag style and the sealing method are chosen together:

Three-side seal
Three weld lines and one folded edge to verify.

Four-side seal
Four weld lines — the most seal length to inspect.

Back seal
A back seam plus top and bottom welds — three to check.

Fin seal
Inner faces welded into a standing fin — a common leak point.
Different seam geometries put the seal in different places — which is why format and sealing method are specified together. For the full set of finished formats, see the Pouch Types Hub and the three-side-seal, four-side-seal and back-seal machine pages.
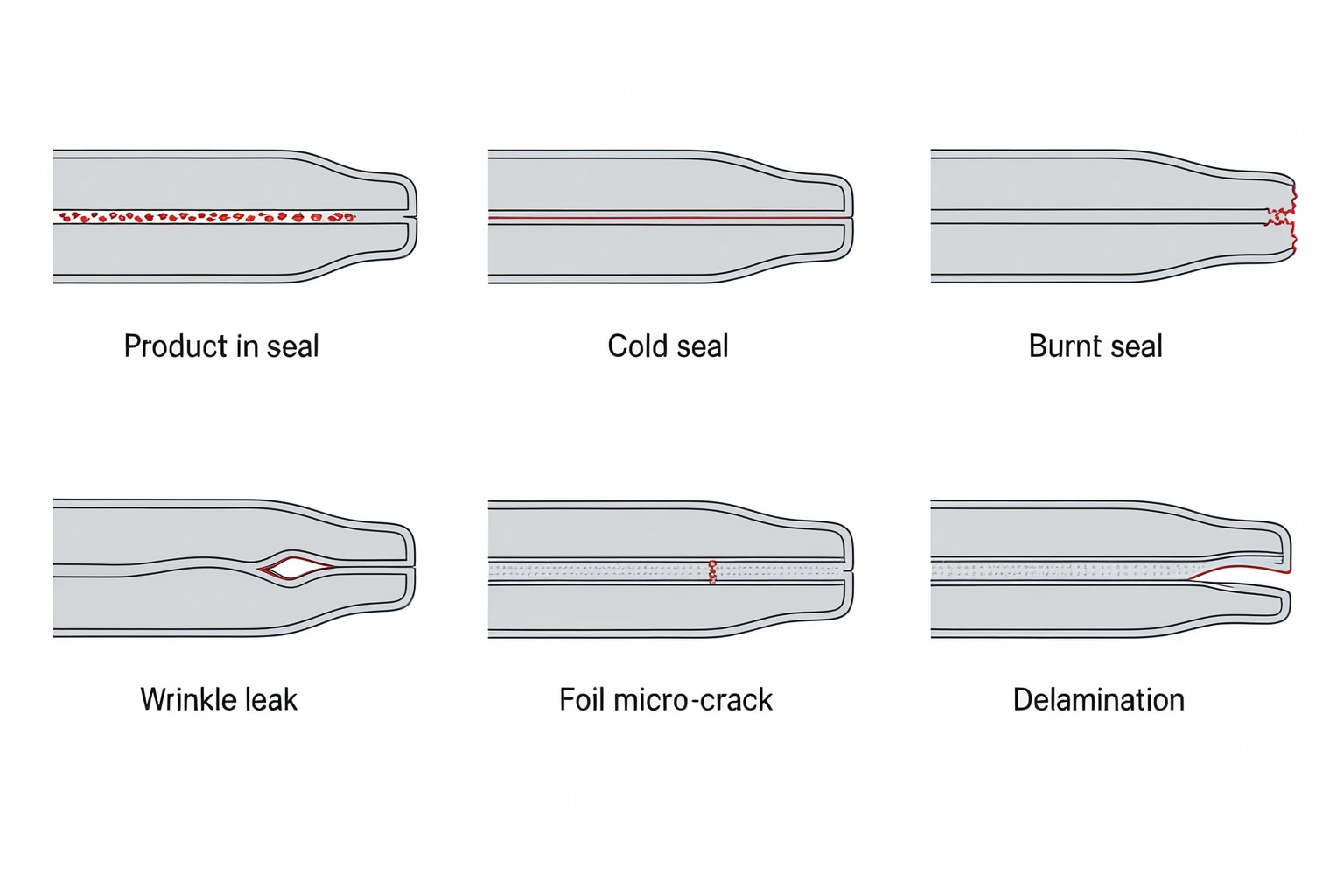
The Failure Modes You'll Actually Meet — and the RFQ That Pre-empts Them
Seals fail in a small number of recognisable ways, and naming the ones relevant to your product is half of writing a good request for quotation. Each has a mechanism and a test that catches it.
- Product-in-seal capillary leak — a common, high-risk path: powder, fines, grease, or liquid lands on the seal surface and leaves a microscopic channel that a dye-penetration test reveals even though the seal pulls strong. This is the failure ultrasonic is sometimes brought in to address.
- Cold or under-seal — too little temperature, pressure, or dwell, so the sealant never fully fuses; the seal looks closed but peels open or leaks.
- Burnt or over-seal — too much heat or dwell thins and embrittles the film at the seal edge, so it cracks under flex.
- Wrinkle or crease leak — a fold caught in the seal leaves a channel; common at corners and at zipper or gusset transitions.
- Barrier-foil micro-crack — hard jaw impact fractures a thin foil layer, opening a slow leak that only vacuum-decay testing tends to find.
- Edge-shear and delamination — the seal survives but thins the film at its edge, or the layers separate, weakening the pack over its shelf life.
A good RFQ states the film structure and sealant, the product and whether it dusts or carries grease, the bag format and any zipper or gusset, the throughput, and the seal-integrity standard you will test against. That lets a supplier specify the right method, jaw design, and inspection up front rather than discovering the failure mode in production.
The Ultrasonic Boundary: Where a Cold Tool Earns Its Premium
Ultrasonic sealing attracts a lot of claims, so it is worth separating the mechanism — which is sound — from the marketing. Because the heat is generated inside the film during a short weld pulse and the tool stays cold, ultrasonic concentrates energy precisely at the seal interface. Ultrasonic systems such as Herrmann's commonly run at around 20–35 kHz with controlled amplitudes on the order of 9–35 microns, tuned to the film and the seal geometry; in that Herrmann/Mespack source, higher-frequency systems are positioned for narrower seals (vendor and OEM figures, application-specific). That precise, low-spread energy is the real basis for its two headline advantages.
The first is contamination tolerance, and the honest version is conditional. In a widely cited trade case, the Oberto beef-jerky line moved from hot-bar to ultrasonic sealing on a vertical bagger and reported that the seals could close through jerky fines that had been causing leakers — the bags held a two-hour test at 25 inches of vacuum from the start, the seal surface shrank from about 1.25 inches to under a quarter of an inch, and output rose from roughly 35–40 to 75 bags per minute (Packaging Strategies, 2017). That is a real, named result — but it is one product, one machine, one validation. The right way to generalise it is narrow: ultrasonic can improve sealing through some in-seal contamination, on the right film, after a trial proves it for your product. It is not a universal "seals through anything" capability, and some release additives and trapped moisture can interfere with it.
The second advantage is energy and material. Because there is no warm-up and no heated tool to hold at temperature, the generator draws power only during the weld; Herrmann reports up to around 75% less sealing energy than continuously heated jaws (vendor claim). Narrower seals can also trim film: one snack-package case reported about an 11% material saving by shrinking the end seals, under that application's specific conditions — a case figure, not a guaranteed number. Ultrasonic has also been licensed for sealing uncoated paper (Syntegon handed exclusive rights for the process to Herrmann in 2023), which matters as paper-based recyclable formats grow. The takeaway is not that ultrasonic wins — it is that on contamination-prone, heat-sensitive, recyclable, or narrow-seal work it is worth evaluating against a well-controlled hot bar, which remains the broader, lower-cost default everywhere else.
Tooling, Jaw Control & Inspection: Where Reliability Is Won
Once the method is chosen, day-to-day seal reliability is decided by the tooling and the control of the jaws — the unglamorous details that separate a seal that holds for a shift from one that drifts.
On heat sealers, the jaw face does the work: serration or knurling patterns set how the film is gripped and how heat transfers, and a clean, flat, evenly heated face is what keeps a seal consistent across its width. Worn or contaminated jaws are a leading cause of intermittent leaks. Jaw control matters just as much as jaw shape — a hard mechanical clamp lands the full force in an instant, while a servo-driven jaw can soft-land and apply force in stages. That staged force can reduce impact damage to fragile barrier foils and improve seal consistency at speed (a control feature worth asking about where foil micro-cracking is a risk). Ultrasonic brings its own tooling discipline: the horn and anvil are precision acoustic parts, the energy-director geometry shapes the weld, and abrasive fillers wear the horn over time, so tooling life is part of the cost case.

Inspection closes the loop. For most food and consumer work, a combination of a periodic destructive test on the line (a peel test and a dye or bubble leak test on sampled packs) plus continuous visual or vision checking is enough to hold quality. Sterile, medical, and high-barrier packaging go further, into formal process validation and in-line vacuum-decay or seal-monitoring systems. Whatever the level, the principle from the test section holds: verify strength and leak-tightness separately, because the line that only checks one will eventually ship the other.
How ShengWei Seals — and Proves the Sealing Window
Across ShengWei's published machines, heat sealing is configured around the bag format and film rather than fixed; where ultrasonic is relevant to your product, treat it as a separate validation and add-on discussion. Our vertical form-fill-seal machines build the bag and seal it inline: the six-column three-side-seal machine and six-column four-side-seal machine run multi-lane sachets, while the ten-column back-seal machine forms a back seam at high lane counts. These sit on our wider full-automatic vertical platform.
For pre-made pouches, a premade-bag machine grips a finished bag and seals it across dedicated stations — often a first pass to flatten and a second to finish the seal, with temperature controlled per station. Where you want the bag-format decision first, start at the Pouch Types Hub and the format pages for stand-up pouches, gusseted bags, and flat-bottom pouches; a re-closable zipper is a closure feature added to those formats, with its own seal-integrity considerations at the zipper track.
For sample trials and project validation, we can run your film and product and check sample seals before shipment, so the sealing window is proven on a trial rather than discovered at your plant — ask us to include sample seal checks in the pre-shipment plan. You can see how we inspect and run-test equipment at the Factory & Quality Center. For where the sealing choice sits in the wider quote, see our Packaging Machine Price Guide; for the dosing system that fills the bag, our dosing-methods comparison.
Frequently Asked Questions
What is the difference between heat seal, impulse, band, and ultrasonic sealing?
They differ in how heat reaches the film. A constant-heat hot bar clamps the film between permanently hot jaws and conducts heat in from outside. An impulse sealer heats only during a brief pulse and holds the film clamped while it cools, which can give a cleaner seal on thin film. A band or rotary sealer carries the film through separate heating, compression, and cooling zones for continuous running. An ultrasonic sealer vibrates a cold horn to generate heat inside the film itself, placing a narrow, low-heat-spread seal. The right one depends on your film, format, throughput, and budget.
What is the sealing window, and why does it matter?
The sealing window is the range of temperature, pressure, and dwell time in which a particular film seals well. Inside it, the sealant flows and fuses without damaging the rest of the structure; below it the seal is cold and weak, and above it the film distorts or burns through. The window is a property of your film, not of the machine, which is why setpoints are proven on a trial rather than copied between products. Recyclable mono-material films have a narrower window than traditional laminates, so they demand tighter process control.
Why do my bags leak even when the seal looks strong?
Because seal strength and seal integrity are different things. Strength is the force needed to pull the seal apart; integrity is whether any leak path exists. A wide, firmly bonded seal can still carry a microscopic channel — most often where product, powder, grease, or a wrinkle landed in the seal area — and that channel leaks even though the seal pulls strong. The fix is to test both: a peel test for strength and a dye-penetration or bubble test for leaks.
How do I test seal integrity — and which test for what?
Match the test to the question. ASTM F88 measures seal strength by peeling the seal apart. For leaks in nonporous food and consumer pouches, ASTM F3039 is the dye-penetration test that finds fine channels; ASTM F1929 is the equivalent for porous medical packaging only. ASTM F2096 is a quick bubble test for larger gross leaks. ASTM F1140 and F2054 pressurise the pack to burst to find the weakest point. Vacuum-decay testing and ISO 11607-2 validation cover high-barrier and sterile work. Specify at least one strength test and one leak test appropriate to your package.
Can ultrasonic sealing work through powder or grease in the seal area?
Sometimes, and only after validation. Because ultrasonic generates heat inside the film and disturbs the interface, it can in specific cases seal through light contamination that defeats a hot bar — a widely cited beef-jerky line reported sealing through product fines and passing a two-hour vacuum test after switching to ultrasonic. But that is one validated application, not a general guarantee: the result depends on the film, the type and amount of contamination, the horn and anvil geometry, and a trial on your own product. Treat it as something to evaluate, not assume.
Why is recyclable mono-material film harder to seal?
A traditional laminate uses a high-melting outer layer and a low-melting inner sealant, so there is a wide gap between the temperature that seals and the temperature that damages the film. A mono-material film is a single polymer family, so the sealing layer and the structural layer melt at close temperatures and the safe window between "sealed" and "distorted" narrows. That means tighter temperature control and often a method that limits heat spread — impulse, zoned band, or ultrasonic — though a well-controlled hot bar with an engineered sealant layer can also work.
When is ultrasonic worth it versus heat sealing?
Ultrasonic earns its higher cost on a bounded set of problems: in-seal contamination that causes leakers, heat-sensitive or recyclable films with a narrow window, very narrow precise seals, and a wish to cut sealing energy. Outside those, a constant-heat hot bar remains the broader, lower-cost workhorse for most food and consumer bags. The decision is not "which is better" but "does my specific problem fall inside ultrasonic's boundary" — and that is settled by a trial on your film and product.
What causes a barrier-foil micro-leak, and how is it reduced?
A thin foil or metallised barrier layer can crack when the sealing jaws land hard, opening a slow leak that often only vacuum-decay testing detects. It is reduced by controlling how the jaws close: a servo-driven jaw can soft-land and apply force in stages rather than slamming shut, which lowers peak impact on the foil, and by keeping jaw faces clean and flat. Where foil micro-cracking is a known risk, ask suppliers about servo jaw control and about in-line vacuum-decay or seal monitoring.
What lead time should I expect on a sealing machine from China?
ShengWei base models — standard configurations of our vertical and premade-bag machines — ship in 15–20 days ex-works. Custom multi-lane builds and complete integrated lines run longer; confirm the scope in the RFQ. Add roughly four to six weeks of ocean transit when comparing an ex-works lead time against a delivered one, and treat seal-integrity testing equipment and any special tooling as line items in the quote rather than afterthoughts.
Send Your Film and Product for a Sealing Recommendation
Send us your film structure and sealant, your product and whether it dusts or carries grease, the bag format, your throughput, and the seal-integrity standard you test against. We'll write back with a recommended sealing method, the machine it runs on, the jaw and tooling notes that matter for your film, whether your product warrants ultrasonic, and lead time and shipping notes for your region. We usually reply within one business day, on business days.
info@shengweimachine.com · +86 181 2511 2025 · or contact our engineering team directly

International Sales Manager · ShengWei Machine

