Multi-Head Weigher vs Auger Filler vs Volumetric Cup: The Dosing Accuracy & Give-Away Guide
Authored by
Hellena Ji, International Sales Manager
Lead Time
15–20 days ex-works
Markets
80+ countries served
One Chassis
All three dosing methods, one collar-type family
Choosing a Dosing System Is a Measurement Decision, Not a Machine Decision
Our Choosing Guide owns the first-pass product-to-dosing match — which product class points to which method. This guide goes one layer deeper: it compares the three dry-solid dosing methods on the engineering and economics that actually decide between them once you know your product class — the accuracy mechanism, give-away cost, cleaning and changeover, failure modes, and total cost of ownership.
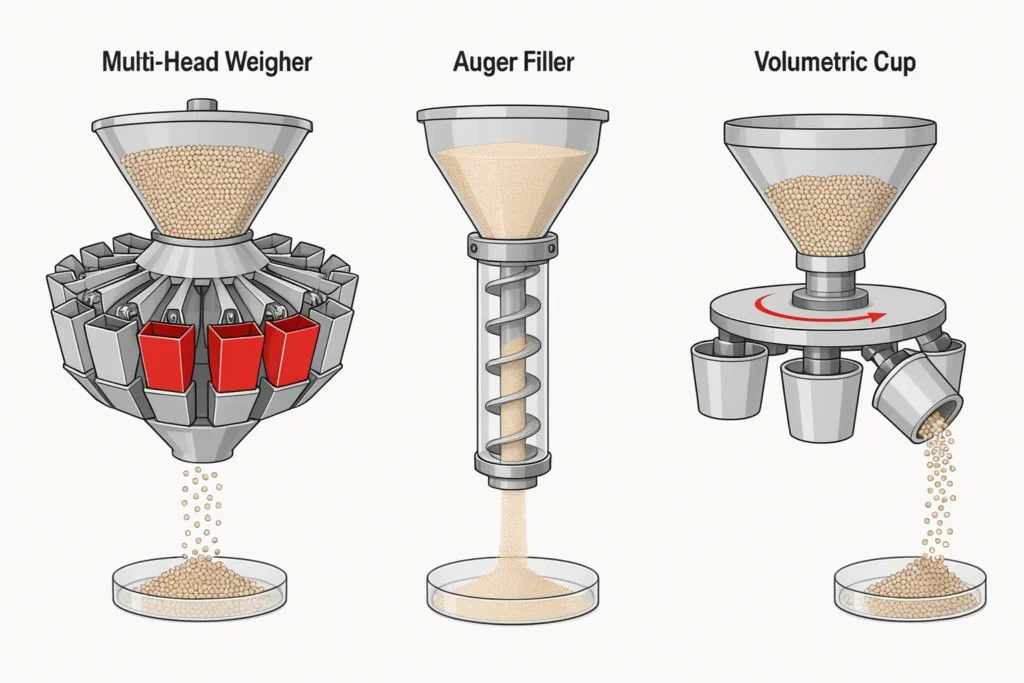
All three methods do the same job — drop a controlled amount of dry product into a bag — but they answer one question differently: how do you measure the dose? A multi-head combination weigher puts the product on a scale and reads its mass. An auger filler counts the turns of a screw. A volumetric cup fills a fixed-volume cavity and scrapes it level. That single difference — measuring mass versus measuring volume — sets the accuracy ceiling, the give-away floor, the cleaning burden, and ultimately the cost. This guide is about that difference and what it costs you.
One thing this page is not: a comparison of the bags themselves. Whether you form bags inline from rollstock or fill pre-made pouches is a separate decision covered in our Premade Bag vs VFFS guide. Liquid and paste dosing (piston pumps, flow meters) are also out of scope — this is dry, granular, and powder solids only.
How Each Method Actually Meters — the Root Cause of the Accuracy Hierarchy
The accuracy difference between the three methods is not a matter of build quality or price tier. It comes directly from the physics of how each one measures a portion, and it falls into a simple split: one method is gravimetric (it weighs), and two are volumetric (they meter a volume and rely on the product's bulk density to convert that volume into a weight).
A multi-head combination weigher is gravimetric. Product cascades from a central cone across a ring of vibratory pans into a circle of weighing hoppers, each sitting on its own load cell. The machine reads the actual mass in every hopper, then a controller picks the combination of hoppers whose total comes closest to — and at or above — the target weight. Because the dose weight is measured rather than calculated from bulk density, a change in product density does not directly throw off the fill. (It is not immune to everything — infeed distribution, settling time, and discharge behaviour still matter — but density drift, the thing that defeats volumetric methods, is largely designed out.)
An auger filler is semi-volumetric. A flighted screw inside a dosing tube turns a programmed number of revolutions, and each revolution displaces a fixed volume of powder. The delivered weight is volume × bulk density, so as the powder's density shifts — with compaction, particle size, or moisture — the weight drifts. Servo-driven augers and a steady hopper head pressure tighten this considerably, and a net-weigh auger adds a load cell to close the loop, but the underlying meter is still counting screw turns, not weighing product.
A volumetric cup filler is pure volumetric. Telescopic cups pass under a hopper, fill by gravity, get scraped level to a fixed volume, then tip their contents into the bag. The delivered weight is cup volume × bulk density and nothing else, so any change in density — from vibration, compaction during a line stop, or aeration at speed — lands straight in the package weight.

That gives the qualitative precision order most engineers will recognise: volumetric cup, then volumetric auger, then net-weigh auger, then the combination weigher at the top. A practical caution before you ask for numbers: vendor accuracy figures are real but they are best-case, lab-condition positioning — always read them with the product and the test condition attached. "Accuracy" is also not a single number; it splits into repeatability, linearity, and stability, so a filler with tight repeatability (the spec most vendors quote) can still sit consistently off target. The right comparison is the mechanism and the give-away it produces in your conditions, which is where the rest of this guide goes. For the product-physics that points you to a method in the first place, see the dosing section of our Choosing Guide.
Decision Matrix — Where the Three Methods Genuinely Differ
The matrix below compares the three methods on the dimensions that actually separate them in service. It deliberately leaves out "which product uses which method" — that lookup belongs to the dosing section of our Choosing Guide. Use this once you already know your product class and need to size accuracy, give-away, cleaning, and cost.
| Dimension | Multi-Head Weigher | Auger Filler | Volumetric Cup |
|---|---|---|---|
| Metering principle | Gravimetric — mass measured, then best combination selected. | Semi-volumetric — screw-rotation count; weight = volume × density. | Pure volumetric — fixed cup volume × density. |
| Give-away floor | Lowest — the combination search drives the dose to just above target. | Mid — a net-weigh head with checkweigher feedback closes most of the gap. | Highest open-loop — needs checkweigher feedback to compete. |
| Density / shape sensitivity (where open-loop fails) | Dose not calculated from bulk density; tolerates density swing. | Drifts with density and falling head pressure; bridging on cohesive powder. | Fully density-dependent; compaction and aeration move weight directly. |
| Cleaning / changeover | Most product-contact parts, but tool-free hopper lift-off and duplicate-hopper swaps on hygienic models. | Screw + tube teardown for a wet wash; cohesive powder builds in clearances. | Fastest — adjust cup volume or swap the cup set in minutes. |
| Closed-loop checkweigher value | QA only — the weigher is already internally closed-loop. | Primary accuracy loop — feedback trims screw revolutions on the fly. | Primary accuracy loop — feedback adjusts cup volume on the fly. |
| Capex tier (directional) | Premium. | Mid. | Entry. |
| Throughput ceiling | High, and scales across multiple lanes. | Mid — gated by the weigh/dose cycle on net-weigh models. | Mid — fast and mechanical on uniform free-flowing product. |
Quick view — levers, not a product table
Lean toward a multi-head weigher when give-away is your dominant cost, when pack weights must stay tight as bulk density swings, or when gentle handling and high throughput justify the premium budget tier.
Lean toward an auger when the dose has to be tightly controlled and dust contained, and a steady screw meter plus a net-weigh head and closed-loop checkweigher feedback reaches your accuracy class at a mid budget tier.
Lean toward a volumetric cup when bulk density is stable, mechanical simplicity and the fastest changeover matter most, and a downstream checkweigher can correct slow drift cheaply at the entry budget tier. These are engineering levers — give-away stakes, density stability, closed-loop feedback, changeover, and budget — not a product lookup. For the first-pass product-class match, use the dosing section of our Choosing Guide; for the price impact of the dosing choice, see our Packaging Machine Price Guide.
The Head-Count Math: Why More Weigh Heads Cut Give-Away
The reason a multi-head weigher gives away so little product is statistical, and it is worth understanding because it explains both why head count matters and why more heads eventually stops helping.
The machine fills n weighing hoppers, reads each one's mass, then searches every possible combination of hoppers for the subset whose total is closest to the target while still meeting or exceeding it. The number of non-empty combinations it can choose from is 2ⁿ − 1: a 10-head weigher has 1,023 combinations, a 14-head weigher has 16,383, and a 24-head weigher has roughly 16.7 million. With each hopper ideally holding 20–35% of the target, more candidate sums means the smallest combination that still clears the target lands closer to it — so average overfill falls. Crucially, the saving is statistical: it comes from having more sums to pick from, not from dispensing more product per cycle.
The benefit is not linear. Going from 10 to 14 heads is a large jump in combinations and a real cut in give-away; going from 14 to 24 yields diminishing returns on a single-product line, because the physical settling time of the product in the hoppers (on the order of two-thirds of a second per cycle) and the evenness of the infeed start to dominate over further statistical precision. That is why very high head counts tend to appear on multi-product mixing lines rather than single-SKU runs.
The same math runs in reverse when a machine is poorly maintained. Lose a single active head — to a fault or a zero-drift error — and the search space is cut in half, forcing the controller to settle for a less precise combination. One vendor's worked example put the cost of a single dropped head at roughly a doubling of give-away, on the order of an extra $130 per hour of product on a fast line (vendor-claim) — a reminder that the give-away advantage you pay for at purchase only persists if every head stays calibrated.
Give-Away Economics — Why Dosing Accuracy Is Money
Overfill is not a casual buffer; it is a regulated number that sits directly on your margin. Net-content law is what turns dosing accuracy into a financial decision, and the mechanism is the same on both sides of the Atlantic.
In the United States, NIST Handbook 133 requires that the average net quantity of a lot at least equal the declared quantity, while no individual package may be short by more than a Maximum Allowable Variation. Internationally, OIML R 87 and the EU "e-mark" rules apply the same logic in three parts: the batch average must be at least the nominal quantity; no more than 2.5% of packages may fall below the declared quantity by more than the Tolerable Negative Error (TNE), and no package may fall below by more than twice the TNE.
The practical consequence is that a packer cannot aim at the label weight — they must aim above it. The target is set at the declared weight plus a buffer sized to the dosing system's standard deviation (σ), so that the average stays safely above nominal and almost no packages breach the tolerance. The tighter the dosing — fewer grams of σ — the smaller that buffer can be, and the less product you give away on every pack. That is the entire economic case for a more accurate filler, and it scales: one peer-reviewed analysis found that a 1% reduction in overfill was worth roughly $500,000 a year for a processor running about one million packages a week, fifty weeks a year, at a product value near $1 per pound (public-data — figures move with volume and product value).

This is why give-away, not machine price, is usually the number that decides a high-value line — a theme the total-cost section below returns to. For where dosing sits in the wider quote, see our Packaging Machine Price Guide.
Cleaning, Changeover & the Failure Modes You Will Actually Meet
Sanitation and changeover are where the three methods feel most different on the plant floor, especially in allergen facilities or on lines that switch product class often.
A volumetric cup filler changes over fastest: adjust the telescopic cup gap to retune the volume, or swap the cup set to move to a different product, often tool-free in minutes. An auger filler is the heaviest teardown — the hopper lid, the screw, and the agitator come out for a wet wash, and cohesive powder packs into the tight drive clearances, so a thorough allergen clean takes real labour (split-hopper and quick-release designs cut this down). A multi-head weigher has the largest product-contact area of the three — a top cone plus ten to twenty-four pans and their hoppers — but on hygienic models these lift off without tools, and many plants keep a second set of contact hoppers to swap clean-for-dirty and keep running. A useful reference point from a confectionery line: a topping changeover three or four times a day at about 30 minutes each using an air purge, with a full wet washdown weekly. (Note this is a dosing-head and product-class switch — a different operation from the 15–30 minute bag-width changeover baseline on the bagger, covered in the changeover section of our Choosing Guide.)
Each method also has its own signature failure modes, and knowing them is half of writing a good RFQ:
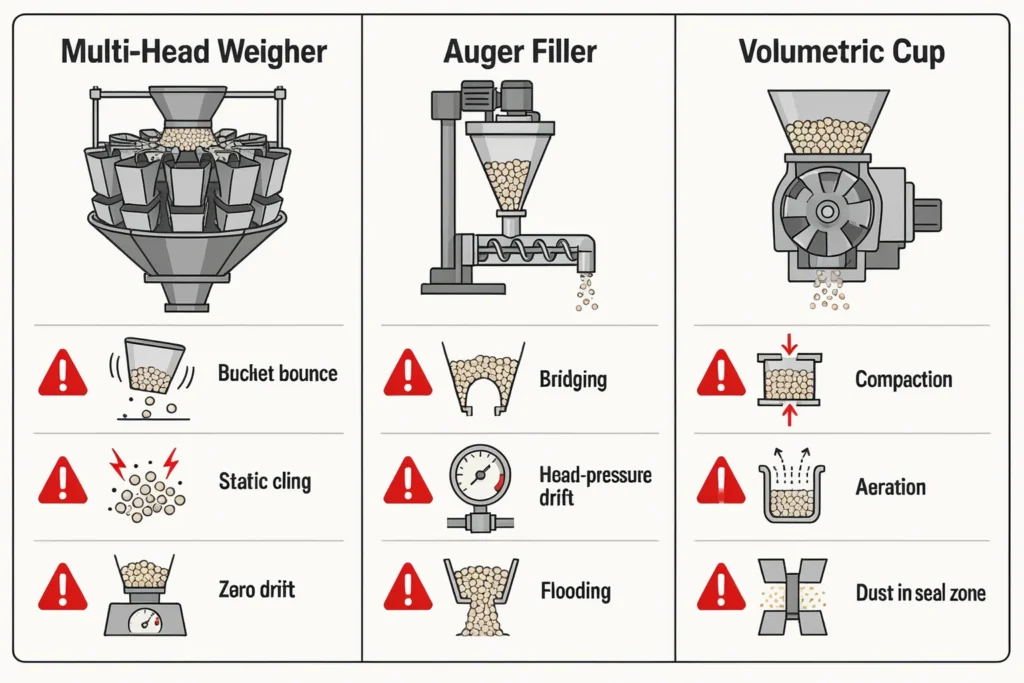
- Auger: cohesive powder bridges over the hopper throat or channels into a rathole, starving the screw; as the hopper empties, falling head pressure drifts the weight down; and very free-flowing or aerated product can flood past the screw entirely, causing massive overfills.
- Multi-head weigher: at speed, gate vibration causes bucket bounce that unsettles the load cells; dry or oily product builds a static charge and clings to the pans, throwing off the combination timing; and a misassembly after cleaning leaves the scale's zero drifting.
- Volumetric cup: vibration or a line stop compacts the product and overfills; high disk speed aerates it and underfills; and fine powder throws dust into the seal zone, where it settles on the seal surfaces and causes leaking bags.
The Checkweigher Asymmetry That Changes the Math
A downstream checkweigher verifies every pack's weight after filling, but its value is very different depending on which dosing method sits upstream — and this asymmetry is the key to closing the gap cheaply.
A multi-head weigher is already internally closed-loop: it weighs every dose before it discharges, so a downstream checkweigher is mostly a quality-assurance backstop, catching product that stuck to a chute after the buckets opened or foreign mass in the pack. For an auger or a cup, the dosing is open-loop — neither can sense that the product's bulk density has drifted — so the downstream checkweigher becomes the primary accuracy-closing loop. It tracks the moving average of pack weights and feeds a correction back to the filler: on an auger it trims the servo's screw revolutions; on a cup it nudges the telescopic volume — both on the fly, without stopping the line.
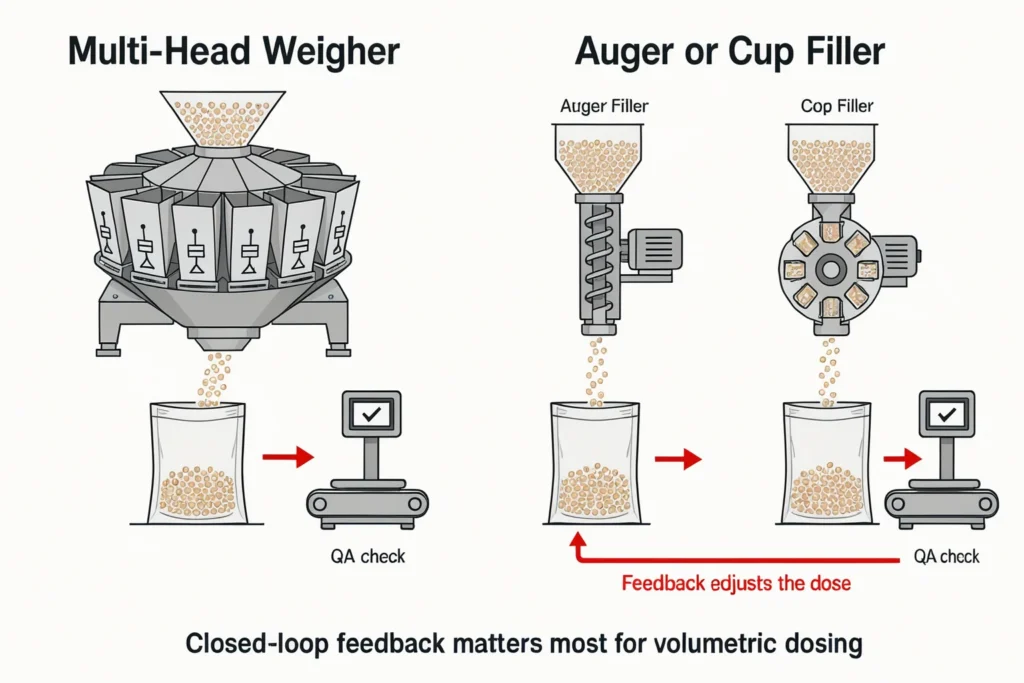
The practical takeaway is that checkweigher feedback delivers its biggest return on the two volumetric methods. A uniform, free-flowing product on a servo cup or auger with a feedback checkweigher can hold weights that compete with a gravimetric system, at a fraction of the capital cost — which is exactly why "a cheaper filler plus a checkweigher" is often the right answer rather than jumping straight to the premium weigher.
Total Cost of Ownership: Give-Away Usually Beats Machine Price
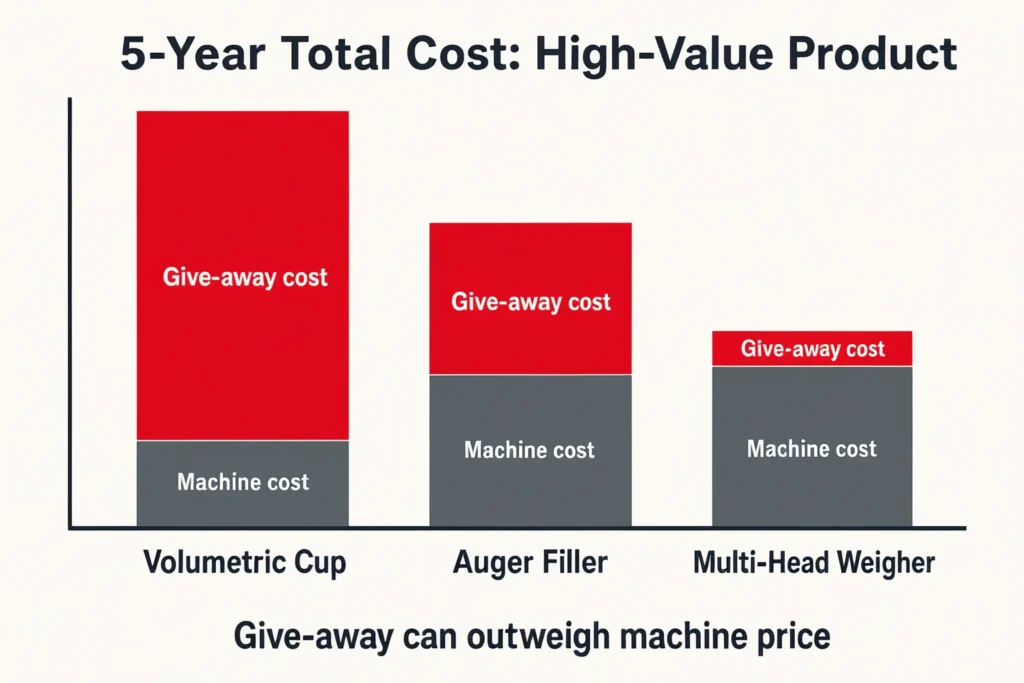
On purchase price alone the order is clear and directional: a volumetric cup filler sits at the entry tier, an auger in the middle, and a multi-head weigher at the premium end. If that were the whole story, the cheapest machine would win. It is not the whole story.
Over a five-year life the dominant cost on a high-value product is not the machine — it is the give-away. Returning to the illustrative coffee model above, the difference in annual give-away between an open-loop volumetric filler and a tightly-controlled gravimetric one runs to roughly three-quarters of a million dollars a year (derived-calculation, inputs shown). A gap of that size dwarfs any realistic difference in machine price, which means the premium gravimetric machine can carry the lowest total cost of ownership despite the highest sticker — and, in that illustrative high-value model, cumulative give-away savings can exceed the machine-price gap within the first production year. That is a model result for a high-value SKU, not a universal promise: on a low-value commodity, where give-away is cheap, the cheaper method often wins outright.
The decision rule that falls out of this is simple. Multiply your expected give-away gap by your product value and your annual volume before you compare machine quotes — on a high-value, high-volume SKU, as in the illustrative coffee model above, the give-away savings can exceed the machine-price gap within the first production year; on a cheap, stable product they rarely do, so run the give-away calculation before you decide. For the wider quote build-up around the dosing choice, see our Packaging Machine Price Guide.
Product-Physics Edge Cases — the "Why" Behind the Rules
For the first-pass product-to-method match, see the dosing section of our Choosing Guide; what follows is the physics behind those rules — the failure mechanisms that explain why each method has the boundaries it does.
Fine, cohesive powder — flour, chilli, chemical fines — resists gravity flow because of strong interparticle forces. Dropped into a volumetric cup it bridges across the cavity or clings to the walls and meters erratically, which is why this class of product needs a screw: the auger physically shears the powder and forces it down the tube in a controlled stream. Free-flowing granule is the opposite problem. Sugar, salt, or rice moves so easily that a standard open-flight auger lets it flood straight through the screw clearances, so a cup or a weigher is the natural fit. When a product's bulk density or moisture swings widely from batch to batch, no volumetric meter can keep up — only a gravimetric weigher, measuring mass directly, holds the weight as the density moves underneath it.
Two more boundaries come up constantly. Sticky, oily, or adhesive product — dried fruit, gummies, shredded cheese — clings to smooth weigher buckets and will not discharge cleanly, so a multi-head weigher for this work is built with dimple-plate, PTFE-coated, or wire-mesh contact surfaces to release it. And mixed, irregular, or fragile product — chips, pretzels, trail mix, frozen seafood — cannot survive a screw's shear or a cup's bridging, but a multi-head weigher moves it gently down wide chutes and, in the case of mixes, combines several ingredients to a single target weight in one drop. These are the cases where the physics, not the price, makes the decision.
How the Trade-off Plays Out in Practice
The pattern across real lines is consistent. On high-value or hard-to-handle product — premium protein, specialty coffee, fragile snacks, mixed assortments — the dosing method is chosen for give-away and product integrity, not for the lowest machine price, and equipment makers market hard on give-away reduction precisely because that is where the money is. On stable, low-value commodity the opposite holds, and the simplest filler wins. The total-cost model earlier in this guide is just that logic made explicit: run your own give-away number against your product value and annual volume, and the right method usually picks itself.
ShengWei builds all three dosing methods on a single collar-type chassis, so the choice is a configuration rather than a different machine: a multi-head weigher collar machine for the highest accuracy and gentlest handling, an auger powder collar machine for controlled powder dosing with dust containment, a linear weigher collar machine for a mid-accuracy tier, and a measuring-cup collar machine for the simplest, fastest filling — all sharing the same collar-type packing platform. For multi-lane scale, the same dosing heads sit on our full-automatic vertical platforms, including the six-column three-side-seal machine and the ten-column back-seal machine. If you are filling pre-made pouches rather than forming bags inline, the dosing head feeds a premade bag machine instead; if you are still settling the bag style, start at our Pouch Types Hub. To see how we inspect and run-test these lines before shipment, visit the Factory & Quality Center.
Frequently Asked Questions
What is the real difference between a multi-head weigher, an auger filler, and a volumetric cup filler?
They differ in how they measure a dose. A multi-head weigher is gravimetric — it weighs product in many hoppers and selects the combination closest to target. An auger filler is semi-volumetric — it meters by counting screw rotations, so the weight depends on bulk density. A volumetric cup is pure volumetric — it fills a fixed cup volume, so the weight is volume times density. That measurement difference, not build quality, sets the accuracy order. For which method your specific product points to, see the dosing section of our Choosing Guide.
Why is a multi-head weigher more accurate than an auger or cup?
Because it measures mass directly. The dose weight is read off load cells rather than calculated from the product's bulk density, so a change in density — from compaction, moisture, or particle size — does not directly throw off the fill. Augers and cups meter a volume and rely on density to convert it to weight, so when density drifts, the weight drifts with it unless a downstream checkweigher closes the loop.
Does adding more weigh heads always improve accuracy?
Up to a point. More heads mean more weight combinations to choose from — 10 heads give 1,023, 14 give 16,383 — so the machine can land closer to target with less give-away. But the benefit flattens around 14 heads on a single-product line, because the product's settling time and the evenness of the infeed start to limit the cycle more than statistics do. Very high head counts are mainly for multi-product mixing rather than single-SKU precision.
How does dosing accuracy translate into money?
Net-content law requires the average pack to meet the declared weight, so a packer must aim above the label by a buffer sized to the filler's variation. Tighter dosing means a smaller buffer and less product given away on every pack. The effect scales: one peer-reviewed analysis put a 1% cut in overfill at roughly $500,000 a year for a processor running about a million packages a week at a product value near $1 per pound. The figure moves with your volume and product value, but the direction is always the same.
Can a cheaper volumetric filler hit the same accuracy as a weigher?
On uniform, free-flowing product, often yes — by adding a downstream checkweigher in a closed loop. The checkweigher tracks the running average and feeds a correction back to the filler, trimming auger revolutions or cup volume on the fly to cancel slow density drift. This delivers its biggest return on the two volumetric methods, which is why "a servo cup or auger plus a feedback checkweigher" is frequently the most cost-effective route rather than jumping straight to a premium weigher.
Which dosing method is hardest and easiest to clean and change over?
A volumetric cup is the easiest and fastest — retune the cup volume or swap the cup set, often tool-free in minutes. An auger is the heaviest teardown, because the screw and tube come out for a wet wash and cohesive powder packs into the clearances. A multi-head weigher has the most product-contact parts, but hygienic models lift the hoppers off without tools, and many plants keep a duplicate hopper set to swap clean-for-dirty and minimise downtime.
What are the most common dosing failures by method?
Augers suffer bridging and ratholing in the hopper, weight drift as head pressure falls, and flooding when the product is too free-flowing. Multi-head weighers suffer bucket bounce at speed, static cling on dry or oily product, and zero drift after a careless reassembly. Volumetric cups suffer compaction drift, aeration error at high speed, and dust settling into the seal zone and causing leaking bags. Naming the ones relevant to your product in the RFQ gets the right counter-measures specified up front.
Is a multi-head weigher worth the higher price?
It depends on your product value and volume. In our illustrative high-value coffee model, the give-away savings from tighter dosing can exceed the machine-price gap within the first production year — a derived-calculation from stated inputs, not a universal promise. On a low-value, stable commodity, where give-away is cheap, a cup or auger usually wins. The test is simple: multiply your expected give-away gap by product value and annual volume, then compare it to the machine-price difference.
What lead time should I expect on a dosing system from China?
ShengWei base models — standard configurations of our collar-type fillers in multi-head, auger, linear-weigher, and cup versions — ship in 15–20 days ex-works. Custom multi-lane builds and complete integrated lines run longer; confirm scope in the RFQ. Add four to six weeks of ocean transit when comparing ex-works against delivered quotes, and budget the checkweigher and any dust-control hardware as line items rather than afterthoughts.
Send Your Product Spec for a Dosing Recommendation
Send us your product type, bulk density, target fill weight, required accuracy class, and annual volume. We'll write back with a recommended dosing method (multi-head weigher, auger, linear weigher, or cup), the chassis it mounts on, whether a feedback checkweigher pays for itself on your numbers, an FOB price range from current 2026 quotes, and lead time and shipping notes for your region. We usually reply within one business day, on business days.
info@shengweimachine.com · +86 181 2511 2025 · or contact our engineering team directly

International Sales Manager · ShengWei Machine

