Premade Bag vs VFFS: The Engineering & TCO Decision Guide for 2026
Authored by
Hellena Ji, Sales Lead
Lead Time
15–20 days ex-works
Markets
80+ countries served
Data Source
5-year TCO model + quote queue
The Trade-off in 60 Seconds
The premade-vs-VFFS decision usually gets framed as a format question — “stand-up pouch means premade; pillow bag means VFFS.” That heuristic is mostly right, and the format section of our Choosing Guide covers it. But the question that costs buyers the most after the format decision is the economics one: at what annual bag volume do VFFS rollstock savings start to dominate, and below what volume do premade-pouch advantages (scrap, changeover, format flexibility) keep winning?
This guide answers that question with a transparent 5-year TCO model — not a folk-wisdom “100,000 bags/day” threshold. The crossover is a model output, not a constant. Inputs that move it: film cost, scrap rate, labor rate, changeover frequency, OEE gap. We name our inputs, we name the assumptions, and we show the worked example below.
If your bag style is already locked in by your converter or your shelf strategy, your decision is mostly made — go back to the format heuristic. If you have format flexibility and you're sizing economics, keep reading.
How a Premade Pouch Filler and a VFFS Actually Work — Different Kinematics, Different Constraints
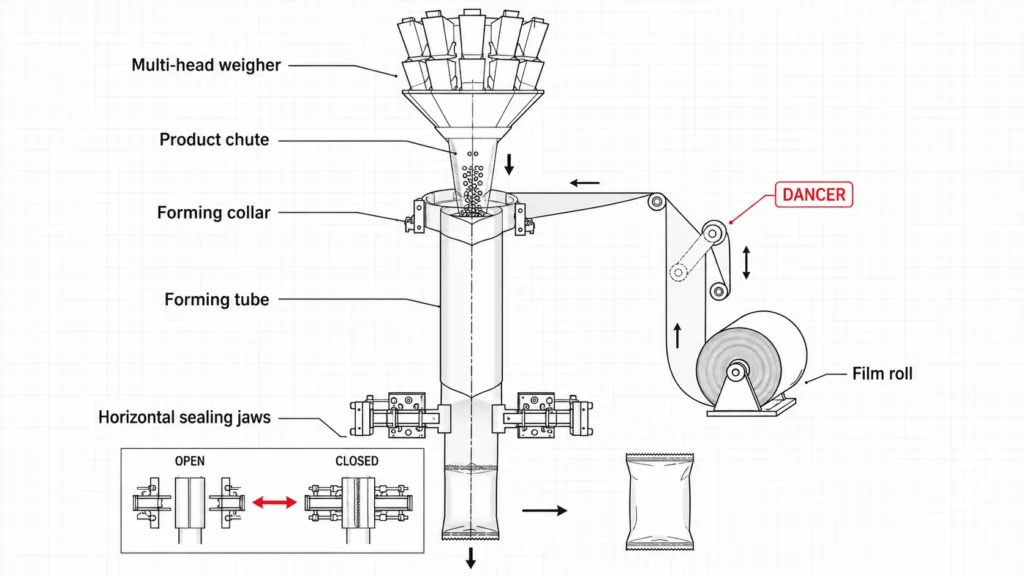
A premade-pouch filler doesn't form a bag. It indexes a pre-converted, pre-printed pouch through a rotary carousel and runs an eight-station sequence: feed from magazine → date print → vacuum open → zipper open (if present) → fill → deflate or gas flush → seal → cool and discharge. Pacraft (formerly Toyo Jidoki), one of the platform's reference designs, ships an 8-station rotary with a 600-pouch conveyor magazine and a two-stage heat-seal step — parallel sealing bars followed by a cooling press to lock the seal before discharge. The pouch is gripped and held open throughout the fill stage, which is why volumetric fill ratios reach 90% and why scrap is near-zero on the product side: the 'no bag, no fill' logic skips any station where the pouch failed to open. A VFFS works in the opposite direction. Film unwinds from a roll, passes through a pneumatic dancer and load-cell tension control, and is shaped around a vertical forming collar wrapped around a feed tube. A vertical seal bar runs continuously down one side, forming a longitudinal lap or fin seal that becomes the back of the bag. Servo draw belts pull the film tube downward in indexed increments. Horizontal cross-sealing jaws then form the top seal of the current bag and the bottom seal of the next bag in a single jaw close — and a knife between the jaws cuts the finished pouch free as product drops in by gravity from the dosing head above. That gravity drop is the design constraint that defines VFFS. The bottom seal must have enough hot-tack strength to hold the product weight while still hot — which is why VFFS films are engineered with high-hot-tack sealants and why bottom-seal failure is one of the most common VFFS fault modes. It's also why volumetric fill ratios on VFFS sit at 66–75%: you need clearance for the product to clear the horizontal seal zone without contaminating it. As the ShengWei collar-type FAQ puts it directly: 'A collar type machine is a vertical form-fill-seal (VFFS) system — it forms every bag from a roll of film in-line, which keeps per-bag material cost low at high volume. A premade bag machine fills and seals bags that are already manufactured by a pouch supplier.' That one sentence is the entire trade-off in compressed form. Rollstock is cheap per bag and forces the machine to do the bag-making work. Pre-converted pouches are expensive per bag and offload the bag-making to the converter — buying back filling-station complexity in the form of zipper open stations, vacuum pickup, and rotary indexing precision. Neither architecture is better in the abstract. They optimize for different production realities, and the next sections walk through where each one wins.

For category-level overviews of the two architectures, see our Premade Bag Packing Machine category page (platforms covering granule, powder, liquid, and vacuum filling); on the VFFS side, the Collar Type Packing Machine page covers the swappable-dosing shared-chassis branch and the Full Automatic Vertical Packing Machine page covers high-throughput multi-lane platforms.
Decision Matrix — Seven Dimensions That Actually Differentiate
The matrix below covers the seven engineering and commercial dimensions where premade and VFFS genuinely diverge — not the broad architectural sketch (covered in the architecture section of our Choosing Guide) and not the format-vs-machine heuristic (covered in its format section). Use this matrix as a deep-dive reference once you've picked the architecture and need to size the economics, the dosing integration, and the changeover discipline.
| Dimension | Premade Pouch Filler | VFFS |
|---|---|---|
| Pouch style coverage (stand-up, zipper, gusset, flat-bottom, sachet, stick, pillow) | Native: stand-up, zipper, gusset, flat-bottom, shaped pouches (capped spout pouches use a dedicated filler — see our Spout Pouch Filling and Capping Machine category). Premium retail formats with superior shelf appearance. | Native: pillow, sachet, stick, 3-side seal. Optional with retrofit: 4-side seal, gusset, inline zipper (Velteko HSV / Rovema BVC) — but raises CapEx to match rotary premade and lengthens changeover. |
| Dosing-modality-to-architecture integration friction (which dosing head marries cleanly to which chassis) | Multi-head weigher on premade rotary: requires star-wheel handoff between weigher discharge chute and pouch carousel — adds bandwidth bottleneck above ~60 BPM single-lane (premade rotary is bag-pickup limited, not dosing limited). Piston pump for high-viscosity paste: native fit — pouch held open at discrete fill station, servo PD pump ramps down at end-of-cycle without stringing risk because seal station is downstream. Auger powder on premade (SW-L family): viable for cohesive powder; dust risk lower than VFFS because the pouch mouth is held open and dosing happens at a discrete station, not over a forming tube. | Auger filler on VFFS for cohesive or sticky powder: native engineering fit — the only reliable way to meter sticky powder at production speed because volumetric weigher bridges and dust escape into the cross-seal zone causes seal failures (SW-420E worked example, requires dust collection + anti-static bars). Multi-head weigher on VFFS: clean drop into the forming tube, no handoff bottleneck. Volumetric cup on VFFS: works for uniform free-flowing granules but fails on fine powder (bridging) and on irregular product (volumetric inconsistency). Piston pump on VFFS for liquid: viable but constrained by gravity-drop hot-tack requirement on the bottom seal. |
| Changeover frequency multiplier (SKU-switch downtime cost on the standard 15–30 min width-change baseline) | Per our Choosing Guide, a width change runs 15-30 min on both platforms — that's the planning ceiling for a clean width swap. Premade EXTENSIONS above that ceiling: high-end servo HMI dimension-input changeover compresses the swap to sub-60 seconds on Viking Masek-class platforms; full pouch geometry change (stand-up to flat-bottom) is an estimated 60-90 min for full pouch geometry conversion (stand-up to flat-bottom, per Foshan Soontrue + Rovema synthesis). SW-D250 testimonial: Ahmed K. UAE reports under-10-minute stand-up-to-zipper swap (same width, gripper geometry unchanged) — the low end of the Choosing Guide envelope. Worked SKU-churn example: 5 SKU switches/day × the Choosing Guide changeover midpoint (22.5 min) × 250 days = 469 hrs/yr opportunity cost. | Per our Choosing Guide, a width change runs 15-30 min on both platforms — same canonical baseline. VFFS EXTENSIONS above that ceiling: adding or removing an inline-zipper applicator (Velteko HSV / Rovema BVC) is a 2+ hour event; full forming-tube swap with dosing-head recalibration on product class change is an estimated 60-120 min for full forming-tube swap with dosing-head recalibration (per Velteko / Rovema / Matrix continuous-motion synthesis); splice/tracking re-calibration eats minutes inside the upper band. Worked SKU-churn example: 5 SKU switches/day × the Choosing Guide changeover midpoint (22.5 min) × 250 days = 469 hrs/yr opportunity cost on either platform before any above-ceiling inline-zipper or geometry events. |
| PPWR & mono-material readiness (EU 2026 horizon) | Pouch converter handles mono-PE / mono-PP qualification, zipper integration, barrier tuning — Mondi + Gualapack ship 100% mono-PE retort-grade recyclable pouches. Mars Wrigley shipped mono-PE M&M's pouch (France 2020) on premade format. Buyer outsources film-engineering risk to converter. | Buyer takes direct control of rollstock qualification, film downgauging, mono-material conversion — requires stronger in-house supplier-development capability. MAMUT Polska migrated from glued paper bags to ROVEMA SBS 250 VFFS forming FSC paper block-bottom bags. Finlays committed to recyclable film on ROVEMA VFFS within 12 months. |
| Multi-lane scaling economics (when to add lanes vs add machines) | Rotary 8-station bag-pickup is the bottleneck above ~60 BPM single-lane; scaling past 60 BPM means duplicating machines, not adding lanes. Mespack HF2400 horizontal pouch line up to 122 ppm is the high-end outlier — premium retail SKU economics. | Multi-column architecture scales BPM linearly per lane: SW-A6 / SW-C6 6-column VFFS hits 40-300 bags/min total at 5-30 ml/lane. SW-A6 published 1,800 sachets/min theoretical; coffee customer reports ~1,400 sachets/min real-world (85% of nameplate). Bosch/Syntegon duplex ground-coffee VFFS reaches 300 bpm. Custom multi-lane builds run longer than base configurations; confirm exact ex-works lead time in the RFQ. |
| Vendor OEE claim vs realized field OEE (gap, not absolute level) | Vendor OEE claims on rotary platforms (Mespack HF, Pacraft 8-station, Viking Masek servo) typically publish 80-85% as 'achievable.' As an industry rule of thumb (per Soontact + Oxmaint synthesis): vendor OEE claims typically run 10-20 percentage points above field reality on mid-volume multi-SKU lines — driven by pouch-misfeed loss (3-5% on premium SUP), gripper alignment drift, and operator-skill ramp. Architecture-specific advantage: 'no bag, no fill' logic keeps product scrap near 0% on the high-value SKUs that punish VFFS scrap economics. SW-D Egypt deployment now in its 11th continuous year — long-deployment data point. | Vendor OEE claims on VFFS (Bosch/Syntegon duplex coffee 300 BPM, ROVEMA BVC 250 candy 300 BPM, Ishida AI defect-detection) typically publish 85% as 'world-class continuous-run.' As an industry rule of thumb (per Soontact + Oxmaint synthesis): vendor OEE claims typically run 10-20 percentage points above field reality on mid-volume multi-SKU lines — driven by splice/startup scrap 3-5%, film-tracking drift, minor stoppages <5 min cumulatively cutting 8-15% OEE. SW-A6 coffee customer realizes 1,400 sachets/min against 1,800 nameplate — SW product page states this as '85% of theoretical maximum' — a tuned-line gold standard rather than the median. Unplanned-hour cost runs $5,000-$10,000 per Soontact; unplanned repair 3-5× preventive. |
| Capex tier (entry / mid / premium) — directional only, no dollar figures | Entry: manual-load 8-station rotary, mechanical cams, single-format gripper. Mid: servo-driven HMI changeover, multi-format gripper, integrated multi-head weigher. Premium: servo HMI <60s changeover, vision verification, mono-material converter-qualified, OEM remote diagnostics (Pacraft / Mespack HF / Viking Masek class). | Entry: single-lane collar VFFS, volumetric cup, cam-driven. Mid: servo single-lane with multi-head weigher, integrated coder, modest splice management. Premium: multi-column servo (SW-A6 / SW-C6 class) OR inline-zipper continuous-motion (Velteko HSV / Rovema BVC) — inline-zipper variant raises CapEx to match-or-exceed rotary premade. Bosch/Syntegon duplex coffee = top tier. |
Quick Decision — Levers, Not Thresholds
If you want a faster decision view, the levers below replace the “X bags/day means Y machine” rule with scenario-anchored guidance. Each lever maps to a specific buyer reality.
Choose a premade-pouch filler when:
- Your high-value product makes startup scrap expensive — VFFS 3-5% film/product scrap on splice and changeover erases rollstock savings within Year 1.
- Your SKU mix runs >3 format changes per shift — within the same 15-30 min width-change envelope our Choosing Guide sets on both platforms, the SKU-switch frequency multiplier becomes the economics question. A 5-SKU/day example using the Choosing Guide midpoint (22.5 min) yields ~469 hrs/yr opportunity cost on either platform before above-ceiling events; premade differentiates when high-end servo HMI rotary platforms compress same-width swaps to sub-60 seconds via dimension-input recipe.
- Your commercial model sells on shelf — premium stand-up, zipper, gusset, or shaped pouches with rotogravure or digital-print graphics, where the pouch converter carries the design risk.
- You are launching or iterating SKUs and need MOQ flexibility — digital-print premade pouch converters quote 5,000-10,000 minimums versus rollstock film plate setup costs.
- Your SKU portfolio launches or iterates fast across multiple pouch geometries (stand-up + zipper + gusset + flat-bottom variants for the same brand family) — premade converter pre-qualification across pouch shapes drops new-SKU launch lead time vs the rollstock film-supplier qualification cycle, which has to re-run downgauging and runnability testing for each new geometry on a VFFS line.
- Your sustainability roadmap depends on mono-PE or mono-PP recyclable structures qualified by the pouch converter (Mondi, Gualapack), not by your own film-development team.
Choose VFFS when:
- Your annual volume per SKU clears the TCO crossover — rollstock film at ~$0.05/bag amortizes against the $0.03-$0.07 pouch-conversion premium once changeover hours stay low.
- Your product is a free-flowing solid that VFFS handles natively — petfood kibble, pharmaceutical tablets, chemical pellets, agricultural seed, mineral granules, or industrial pigment — where shelf differentiation is secondary to per-bag cost and the buyer commercial model rewards rollstock economics.
- Your SKU runs are long single-format campaigns — daily output is throughput-limited, not changeover-limited, so the 15-30 min width-change envelope our Choosing Guide defines amortizes cleanly across the shift and the SKU-churn frequency multiplier stays low enough that VFFS rollstock economics dominate the per-bag math.
- Your demand can absorb pouch converter MOQs of 50,000-100,000 per SKU with 6-12 week lead times that lock you into a converter's roadmap — and you would rather control film economics directly.
- You have in-house supplier-development capability to qualify rollstock film, downgauge laminates, and run film-tracking calibration on every changeover.
- Your product is sachet, stick-pack, or pillow format where VFFS holds an estimated 65-67% of the dedicated machinery market (per FMI + Straits Research synthesis, methodology undisclosed) and the architecture is the category default.
If you don't yet know your bag style, start with our Pouch Types Hub — 7 pouch and closure guides with line drawings. For premade-native premium formats, see the Stand-Up Pouch & Doypack Packing Machine reference and the Flat-Bottom Pouch Packing Machine reference. For VFFS-native pillow and stick-pack formats, see the Back-Seal Pouch Packing Machine page.
Total Cost of Ownership: Why the Crossover Sits Somewhere Between 1M and 50M Bags/Year (Transparent Model)
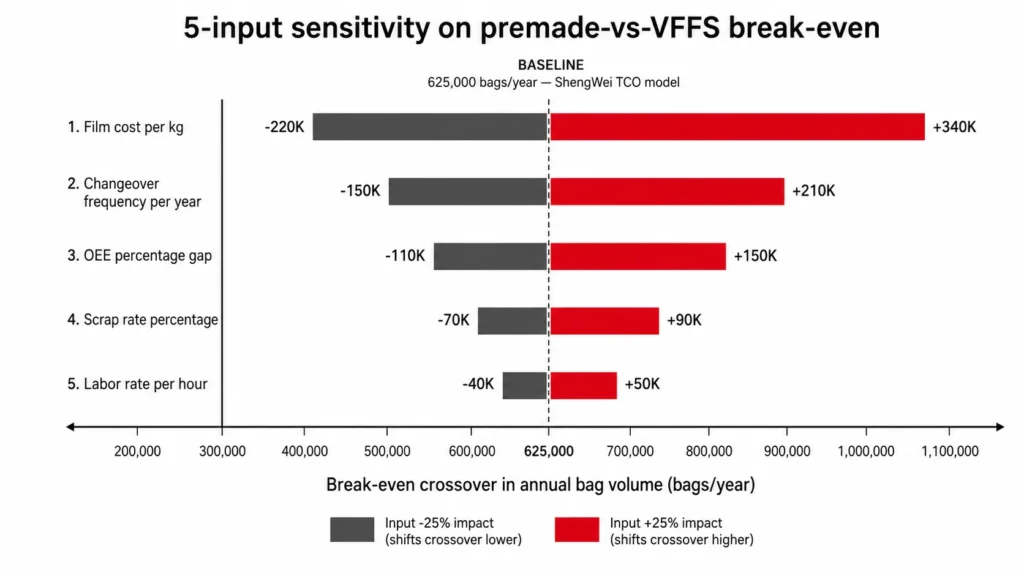
The most-asked question on premade vs VFFS is 'at what volume does VFFS pay back?' There is no single answer in published industry data — but there are two reference models that bracket the range, and combining them with your own production inputs gets you within striking distance. Wolf Packing's 5-year, 50M-bag/year model shows VFFS at $0.0421/bag and premade at $0.0613/bag — VFFS roughly 46% cheaper at sustained high single-SKU volume. At 10M bags/year in the same model, the relationship inverts: premade lands at $0.0950/bag and VFFS at $0.1200/bag — VFFS roughly 21% more expensive because changeover and setup-scrap costs spread over fewer bags. Wolf Packing also assigns a directional cost of roughly $45,000/year per daily changeover added to a VFFS line. A second, more detailed model uses a stress-case set of changeover and OEE inputs (VFFS 60% OEE, premade 70% OEE; VFFS 90-min extended conversion event vs premade 15-min same-width/recipe-driven swap; 250 changeovers/year; rollstock $0.05/bag vs converted pouch $0.15/bag; labor $25/hr) and places algebraic break-even closer to 625,000 bags/year — well below Wolf Packing's range. This is not the Choosing Guide clean width-change baseline; it is a stress model for SKU portfolios that trigger above-ceiling VFFS conversion events. The two models disagree because they assume different changeover severity. That disagreement is the lesson: crossover is a function of SKU diversity, not just annual volume. Three sensitivity inputs that move the answer most: (1) Changeovers per year — if your SKU switches include inline-zipper or forming-tube conversion events, VFFS loses hours the Choosing Guide clean width-change baseline does not capture. (2) Product value — if your fill is high-value (premium coffee, organic supplement, pharma), VFFS's 3.5% setup scrap costs more than premade's 5–10¢ pouch premium. Foshan Soontrue notes that for high-value product, saving 2–3% on product scrap can offset the premade pouch material premium within Year 1. (3) Real-world OEE — a vendor-published 85% nameplate OEE rarely survives the first year; Soontact's analysis pegs typical packaging-line OEE at 60–70% with only world-class continuous-run operations clearing 85%. Build your model around 60–70%, not 85%. The takeaway: stop hunting for a universal crossover number. Build the model on your inputs and your changeover reality, and the right architecture usually picks itself.
For current 2026 FOB price ranges by machine class, capex tier breakdowns, and the seven inputs that move a quote $5K up or down, see our 2026 Packaging Machine Price Guide. For the underlying machine-selection framework that feeds the TCO inputs, see our How to Choose the Right Packaging Machine guide.
Dosing Compatibility — The Spec That Doesn't Care Which Machine You Bought
Our Choosing Guide owns dosing-method selection and accuracy ranges — the product-physics-to-dosing-head mapping (free-flowing granule → volumetric cup or multi-head; cohesive powder → auger; viscous paste → piston pump) and the accuracy classes that flow from each. Do not rebuild that table here. This guide focuses on what changes after the dosing head is mounted on each architecture — integration friction, handoff bandwidth, dust-into-seal-area failure modes, and platform-specific dosing-cycle synchronization. Multi-head weigher integration. On VFFS, the weigher discharge chute drops straight into the forming tube — no handoff, no bandwidth bottleneck, cycle rate is gated by the forming-and-sealing jaw close, not the weigher. On premade rotary, the weigher discharge needs a star-wheel handoff between the weigher chute and the pouch carousel; bandwidth caps at roughly 60 BPM single-lane because the rotary platform itself is bag-pickup-limited above that threshold, regardless of how fast the weigher can drop. The dosing head isn't the constraint on premade — the carousel index is. Auger filler integration. On VFFS, the auger sits above the forming tube and fines escape downward into the cross-seal jaw zone — the SW-420E worked example requires dust collection and anti-static bars at the seal station to stop fines accumulation from causing seal failures. On premade rotary (SW-L family), the pouch is held open at a discrete fill station and the seal station is downstream; the same auger does the same dosing work, but the seal zone stays cleaner because dust drops into the held-open pouch instead of past a continuously-forming film tube. Piston pump integration. On premade, the piston pump is a native fit — pouch held open at a discrete fill station, servo PD pump ramps down at end-of-cycle without stringing risk because the seal station is downstream of the fill station. On VFFS, the bottom seal jaw closes immediately under the dosing head, so end-of-cycle stringing into the hot-tack zone is a real failure mode requiring tighter pump-ramp tuning. Volumetric cup integration. On VFFS, cup-fed gravity drop through the forming tube is the cheapest dosing path — works cleanly for uniform free-flowing granules. On premade rotary, volumetric cups are rarely used because the discrete-station kinematics waste their speed advantage; the rotary platform pays for a more expensive dosing head it can't run at cup-rated cycle. The rule: our Choosing Guide picks your dosing method. This guide tells you which chassis hosts it without a bottleneck.
For a worked example of the cohesive-powder branch — auger filler on VFFS with dust-collection and anti-static — see our SW-420E auger powder collar machine. For the multi-head weigher branch on the same shared chassis, see the SW-420A multi-head weigher collar machine.
The Changeover Penalty: Same Minutes, Different Annual Cost
What's inside the 15-30 minute range — and why the same minutes cost different annual dollars
Our Choosing Guide sets the planning baseline at 15-30 minutes for a width change on both premade and collar VFFS — that's the canonical SW number and the figure your CFO should hold every line to. What this guide adds is what sits inside that range, what pushes a swap above it, and why the same nameplate minute count produces wildly different annual downtime cost depending on your SKU churn.
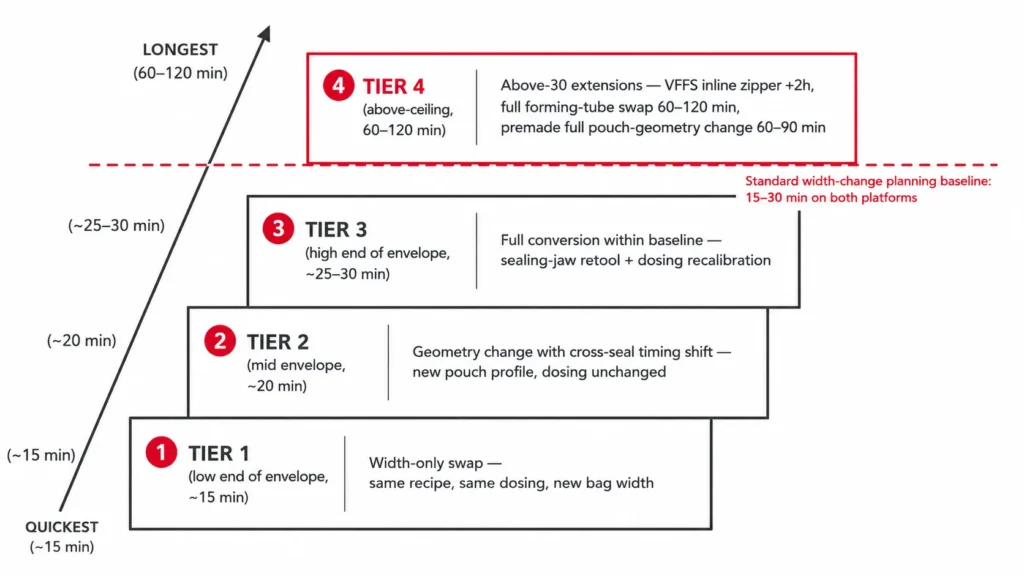
Three changeover classes inhabit the 15-30 minute band:
- Width-only swap (low end of the range) — same bag height and seal geometry, only the forming-collar or pouch-gripper width index moves. HMI recipe handles tracking and tension.
- Geometry swap — width + height (middle of the range) — film tube length, draw-belt index, and cross-seal timing all shift; tracking re-calibration eats most of the added minutes.
- Full conversion (top of the range) — geometry plus sealing-jaw retool plus dosing recalibration when SKU changes product class. On VFFS, adding or removing an inline zipper applicator sits above the Choosing Guide ceiling and routinely runs 2+ hours; on premade, a full stand-up-to-flat-bottom geometry swap runs 60-90 minutes.
Now the cost math the Choosing Guide baseline doesn't show — but read the assumption labels carefully, because two different industry sources price changeover downtime via two different accounting models.
This is why the Finlays/ROVEMA case lands so heavily on procurement spreadsheets: the upgrade cut changeover from 8 hours to under 1 hour on a coffee line — a 7-hour reclaim per change. At the same SKU-switch frequency and downtime rate, that's the difference between losing a shift and losing a coffee break. The SW-D250 testimonial from Ahmed K. (UAE) anchors the premade side of the curve: "bag changeover between stand-up and zipper pouches takes less than 10 minutes" — a same-width format swap kept inside the Choosing Guide low-end window because gripper geometry stays the same.
The actionable rule: don't argue the 15-30 minute number — our Choosing Guide owns it as the planning ceiling for a clean width swap. Argue the multiplier. A line that changes SKU once per week and a line that changes SKU three times per shift live in the same 15-30 minute nameplate but produce 30-60× different annual downtime cost. That multiplier — not the minute figure — is the changeover question that decides premade vs VFFS for your specific SKU portfolio.
Sustainability & Compliance: PPWR Pushes Buyers Toward Mono-Material — Who Owns the R&D?
The EU Packaging and Packaging Waste Regulation (PPWR) — Regulation 2025/40 — entered into force on 11 February 2025 and aims to make all packaging placed on the EU market recyclable in an economically viable way by 2030, with phased mandates on mono-material design and minimum post-consumer recycled content. For machine buyers, that turns mono-material film handling from a 'future upgrade' into a near-term spec line. Where the two architectures differ is who owns the qualification work. With premade pouches, the converter typically owns mono-material qualification. Mondi Group and Gualapack publicly ship 100% mono-PE retort-grade recyclable pouches, and the converter handles zipper integration, barrier tuning, and structure validation. The brand specifies the format and inherits a qualified bag. For brands without in-house film engineering, this is a meaningful R&D offload. With VFFS, the brand keeps direct control of the film. Downgauging trials, mono-PE or mono-PP qualification, and runnability testing happen on your machine with your film supplier — which gives long-term cost control and supplier flexibility, but requires film-engineering capability the buyer often doesn't have on staff. CEFLEX design guidance favors mono-PE or mono-PP structures, and the APR Design Guide is the operative US reference for flexible PE recyclability. US context is similar in direction, lighter in mandate: the FTC Green Guides require recyclable claims to be qualified when recycling facilities aren't available to at least 60% of consumers or communities. FPA case data shows pouches deliver up to 63% less plastic, 61% less fossil fuel use, and 62% less GHG emissions than rigid bottle equivalents — though that comparison is pouch-format-vs-rigid, not premade-vs-VFFS. For regulated process lines (powdered sugar, starch, chemical fines), the ATEX Directive 2014/34/EU (superseding 94/9/EC since April 2016) requires static-dissipative materials, explosion-proof motors, and intrinsically safe barriers on either platform. CE marking under Machinery Directive 2006/42/EC is the baseline — ShengWei machines are CE-certified and built to that framework.
Real Deployments: Two VFFS Wins, One Premade Win, One Cautionary Story
Finlays (UK coffee, VFFS upgrade). ROVEMA's published case study describes Finlays replacing legacy coffee lines running 35 bags/min with six operators. The new ROVEMA VFFS install cut changeovers from eight hours to under one hour and put the operation on a 12-month path to recyclable mono-material film. The architecture was a fit because the operating model is high-volume single-format coffee — exactly where VFFS's per-bag economics dominate. MAMUT Polska (premade → VFFS for sustainability). Same supplier, opposite direction. MAMUT moved from traditional glued pre-made paper bags to a ROVEMA SBS 250 VFFS forming FSC paper block-bottom bags from roll. The trigger wasn't volume — it was material strategy: rollstock paper opened up a sustainability story that pre-converted glued bags couldn't tell. Fold Hill (UK pet food, premade replacement). Mespack's case study describes Fold Hill replacing an unreliable premade system with the Mespack H260 SC premade pouch line: up to 50 pouches/minute, pouch sizes up to 2.5 liters, with a Euro-hole retail feature and improved weighing accuracy. Premium pet food sits squarely in premade territory — multiple SKUs, premium shelf presentation, stand-up format with resealable closure. ShengWei references. The SW-A6 6-lane VFFS at a coffee customer's plant runs at roughly 1,400 sachets/min in practice against a 1,800 sachets/min nameplate — about 85% realized throughput on a tuned line. The longest-running ShengWei deployment is a SW-D premade doypack platform in Egypt now in its 11th continuous year of production. Both data points cross-validate the architecture-vs-application thesis: VFFS at multi-lane scale for sachet-format coffee; premade for multi-year doypack production at a single site. The cautionary story. Food Engineering quotes a VFFS sales manager describing a coffee customer who bought a low-priced VFFS from a competitor and returned to the OEM within a week of installation — not because the architecture was wrong, but because service support couldn't keep the line running. That pattern shows up repeatedly: the most visible buyer regret isn't 'premade vs VFFS' in the abstract — it's buying the wrong operating model, with an under-supported OEM, weak film qualification, or a machine optimized for yesterday's SKU mix. After-sales capability is often a bigger determinant of realized value than ex-works machine price.For the premade platforms referenced above, see the SW-D200/D250/D320 premade-bag granule platform — our flagship doypack rotary with the 11-year Egypt deployment. On the VFFS side, the SW-A6 six-column three-side-seal is the 1,400-vs-1,800-sachet-per-minute worked example; the SW-B10 ten-column back-seal is the stick-pack multi-lane anchor. For our production floor, inspection touchpoints, and on-site FAT setup, see the Factory & Quality Center page.
Common Mistakes & Myths That Mislead First-Time Buyers
Three Myths Worth Debunking
Myth 1: 'Stand-up pouches require a premade machine.' Mostly true, but not absolutely. Modern continuous-motion VFFS platforms (Velteko HSV, Rovema BVC, Matrix demo lines) can form stand-up zipper pouches from flat rollstock — the inline zipper application is technically viable. But it raises CapEx to match or exceed rotary premade systems and extends changeover from roughly the upper end of the Choosing Guide width-change envelope to over 2 hours per width change when an inline zipper applicator is added or removed. For most buyers, premade remains the right default for SUP/zipper. For very high single-SKU volumes with frozen SUP geometry, ask whether continuous-motion VFFS is viable on your specific pouch design. Myth 2: 'Rollstock is always cheaper per bag.' True at high volume on standard sachet/pillow formats. Not true on high-value products where setup scrap costs more than the pouch premium. Foshan Soontrue's analysis is direct: for high-value product, saving 2–3% of product from scrap can offset the converted-pouch material premium within Year 1. The pre-converted pouch premium typically adds $0.03–$0.07 per package vs equivalent rollstock — a meaningful gap on commodity sachets, a rounding error on premium coffee or organic supplement. Myth 3: 'Nameplate speed equals daily output.' The SW-A6 deployment cited above realized 1,400 sachets/min against 1,800 nameplate — 85% on a tuned multi-lane VFFS. Typical first-year packaging-line OEE runs 60–70%; only world-class continuous-run operations clear 85%. And once SKU diversity enters, nameplate speed stops being the decision metric: 5 SKU switches/day at the Choosing Guide midpoint (22.5 minutes) consumes about 1.9 hours/day, or 469 hours/year, on either platform before above-ceiling events. VFFS still wins long single-format campaigns; premade starts to catch up when the SKU mix forces inline-zipper, forming-tube, or pouch-geometry events beyond the baseline — derived framing, not a measured deployment datapoint.Three Buyer Mistakes We See in Our Quote Queue
Mistake 1 — Buying VFFS for a high-SKU-churn portfolio because the brochure said 120 BPM, then losing shifts per week to changeover the buyer never costed
A common first-purchase pattern: a buyer compares a 60 BPM premade quote to a 120 BPM VFFS quote, sees 'twice the nameplate speed at lower per-bag cost,' and signs the VFFS PO. Our Choosing Guide sets the planning baseline at 15-30 minutes for a width change on both platforms — and on the surface, the architectures look the same. The trap is what our Choosing Guide doesn't quantify but this guide's changeover section does: SKU-switch FREQUENCY, not minute deltas. Six months later the buyer's real output report shows the VFFS line running well below nameplate because the 5-SKU daily schedule eats hours per shift in width changes and dosing-head recalibration — and adding an inline zipper applicator for one of those SKUs pushes a single event to 2+ hours per swap. A premade rotary running the same 5-SKU mix stays in the Choosing Guide envelope on most swaps because gripper geometry doesn't change between width-only changes. The fix: count weekly SKU switches and identify which switches require dosing-head recalibration or zipper addition BEFORE reading the nameplate.
Mistake 2 — Buying premade rotary for a single-SKU animal-feed pellet line because it 'feels safer'
The opposite mistake: an animal-nutrition buyer specifies a rotary premade machine for a single-SKU animal-feed pellet line running 200,000 bags/day. At that sustained single-SKU volume, per-bag economics flip hard against premade — Wolf Packing's published 5-year model puts VFFS at $0.0421/bag vs premade $0.0613/bag at 50M bags/year (premade roughly 46% higher per bag), and rollstock film cost is the dominant lever. Premade's flexibility advantage disappears when there is only one SKU, and the converted-pouch material premium burns avoidable spend every shift. The fix: at single-SKU sustained volume above ~100,000 bags/day, default to VFFS and force premade to justify itself on a non-economic ground (PPWR converter offload, format requirement, etc.).
Mistake 3 — Buying the cheapest VFFS quote, then returning to the original OEM after one week
Food Engineering reports a VFFS sales manager describing a coffee customer who chose a competitor's low-priced quote and was back negotiating with the original OEM within a week of installation — not because the architecture was wrong, but because the cheap supplier couldn't keep the line running. Industry synthesis from named vendor case studies points the same direction: after-sales capability — critical-spares depth, regional response time, FAT acceptance discipline, film/pouch qualification help — is often a bigger determinant of realized value than ex-works machine price. The fix: screen suppliers on critical-spares list, regional service response, and a reference call with a customer in your region before the PO is signed.
On the Myth 1 question — “can VFFS do stand-up or zipper formats?” — some stand-up and zipper-closure pouches can be formed on VFFS if the pouch design passes geometry and material checks. The Zipper Pouch Packing Machine page covers compatible-zipper packing options and the boundary between premade-pouch and inline-zipper VFFS routes. For the broader machine-selection framework, see our 7-step machine-selection guide.
Frequently Asked Questions
What is the difference between a premade bag packing machine and a VFFS machine?
The architecture section of our Choosing Guide covers the side-by-side architecture mechanics — magazine-and-rotary on premade vs forming-collar-and-gravity-drop on VFFS. The engineering trade-off that flows from those mechanics is a business-model decision: premade offloads bag-making R&D to the pouch converter (Mondi, Gualapack) and pays a per-bag premium of roughly $0.03-$0.07 for that offload; VFFS keeps film qualification, downgauging, and mono-material conversion inside your operation in exchange for the lowest material cost per bag at high single-SKU volume. Premade earns its premium when SKU churn is high, when shelf differentiation matters (stand-up, zipper, gusset), or when your team lacks film-engineering capability. VFFS earns its rollstock advantage on long single-format campaigns where the converter's R&D offload doesn't pay for itself. See that architecture section for the canonical breakdown and the TCO section below for the 5-year model.
Is VFFS cheaper than premade pouch filling?
Per bag, usually yes — once volume crosses a threshold that depends on your changeover frequency and product value. Wolf Packing's published 5-year model shows VFFS at $0.0421/bag vs premade $0.0613/bag at 50M bags/year, but the relationship inverts at 10M bags/year (premade $0.0950 vs VFFS $0.1200) because changeover and setup-scrap costs spread over fewer bags. Crossover sits somewhere between those two anchor volumes, modulated by SKU diversity. Build the model on your inputs — don't trust a single published number.
Can a VFFS machine make stand-up pouches with zippers?
Some can — but with significant trade-offs. Modern continuous-motion VFFS platforms (Velteko HSV, Rovema BVC) can form stand-up zipper pouches from flat rollstock film. The inline zipper application is technically viable, but it raises CapEx to match or exceed rotary premade systems and extends changeover from the upper end of the Choosing Guide width-change envelope to over 2 hours per change when an inline zipper applicator is added or removed. For most buyers running stand-up/zipper formats, premade rotary remains the right default. Ask the supplier whether VFFS is viable on your specific pouch design before defaulting either way.
At what production volume does VFFS become more cost-effective than premade?
There is no universal number — it's a function of three inputs more than one. Algebraic break-even on a Year-1 amortized stress model with $0.05/bag rollstock vs $0.15/bag premade, VFFS 90-min extended conversion events vs premade 15-min same-width/recipe-driven swaps, and 60% vs 70% OEE places crossover near 625,000 bags/year. A separate 5-year model with different changeover and OEE assumptions places it well above 10M bags/year. The honest answer: count your changeovers per year, identify which ones stay inside the Choosing Guide width-change baseline, plug your scrap and OEE into the transparent model in TCO section, and the crossover for your operation falls out of the math.
How long does changeover take on a premade pouch filler vs a VFFS?
Per our Choosing Guide, a width change runs 15-30 minutes on both premade and collar VFFS — the canonical planning baseline and the figure to hold every supplier to. Where architectures diverge is inside and above that range. Inside the range: width-only swaps sit low, geometry changes with cross-seal timing shifts sit mid-range, and full conversion with sealing-jaw retool plus dosing recalibration sits high. Above the 30-minute ceiling: adding or removing a VFFS inline zipper applicator is an estimated 2+ hour event (per Velteko/Rovema/Matrix synthesis), while a premade full pouch-geometry change from stand-up to flat-bottom is an estimated 60-90 minute event (per Foshan Soontrue + Rovema synthesis). High-end servo HMI rotary platforms can compress same-width gripper moves to sub-60 seconds, and Ahmed K. reports a sub-10-minute same-width stand-up-to-zipper swap on his SW-D250. Don't argue the Choosing Guide minute count — map which of your SKU switches stay inside the baseline and which ones trigger above-ceiling events.
Which is better for sticky or cohesive powders — premade or VFFS?
The dosing head decides accuracy on both platforms — that baseline belongs to the dosing section of our Choosing Guide. What this guide adds is the architecture-specific DUST MANAGEMENT engineering that decides whether the auger runs cleanly. On VFFS, the auger discharges directly above the forming tube, so fines escape into the cross-seal zone every cycle — three counter-measures are mandatory: (1) a dust-collection hood plumbed to a dedicated extractor at the dosing-head outlet to capture airborne fines before they reach the jaw; (2) anti-static ionizing bars across the film path because powder cling to film carries fines into the seal area and creates micro-channels through the weld; (3) hopper level sensing tied to the auger torque feedback loop, because the Choosing Guide's dosing section notes auger accuracy degrades sharply when head pressure drops — and on VFFS that pressure swing also changes the dust-escape profile mid-run. On premade, the pouch is held open at a discrete fill station with the seal zone downstream and a separate vacuum-purge cycle available before sealing, so a single localized dust hood typically handles capture without the anti-static + sensor stack. The fix: for high-dust cohesive powders, premade often runs cleaner with simpler dust hardware; for VFFS auger lines, budget the dust-collection + ionizing + sensing stack as a single line item in the RFQ, not three separate options.
Does the EU PPWR favor premade pouch or VFFS?
Neither inherently — but the two architectures distribute the compliance work differently. With premade, the pouch converter typically owns mono-material qualification (Mondi Group and Gualapack ship 100% mono-PE retort-grade pouches), and the brand inherits a qualified bag. With VFFS, the brand controls rollstock qualification with the film supplier — more cost control, more R&D burden. PPWR Regulation 2025/40 entered force February 2025 and phases in recyclability and PCR-content mandates through 2030. Confirm mono-material PE or PP runnability in the RFQ either way.
What lead time should I expect on a premade or VFFS machine from China?
ShengWei base models — standard configurations of SW-D200/250/320 premade and SW-420 series collar VFFS — ship in 15–20 days ex-works (the canonical lead time published in our trust strip). Custom multi-lane builds (SW-A6, SW-B10) and complete integrated lines run longer; confirm scope in the RFQ. Payment terms are T/T 30% deposit on PO + 70% balance before shipment. Two-year warranty, recipe storage 50 on premade and 100 on VFFS HMI. Add 4–6 weeks of ocean transit when comparing 'ex-works' vs 'delivered' quotes.
What's the most common buyer regret on premade-vs-VFFS decisions?
The most visible regret isn't the architecture choice itself — it's the supplier choice that came with it. Food Engineering reports cases of coffee customers buying low-priced VFFS and returning to the original OEM within a week because service support couldn't keep the line running. Industry synthesis from named vendor case studies points the same direction: after-sales capability — critical-spares depth, regional response time, FAT acceptance discipline, film/pouch qualification help — is often a bigger determinant of realized value than ex-works machine price. Screen suppliers on support depth before signing the PO.
Send Your Spec for a Tailored Premade-vs-VFFS Recommendation
Send us your product type, annual bag volume target, expected SKU mix, target finished package format, and any compliance requirements. We'll write back with a recommended machine class (premade or VFFS), a transparent TCO model run on your numbers, required dosing add-ons, an FOB price range from current 2026 quotes, and lead time and shipping notes for your region. We usually reply within one business day, on business days.
info@shengweimachine.com · +86 181 2511 2025 · or contact our engineering team directly

International Sales Manager · ShengWei Machine

