袋口密封方法比较:热封、脉冲、带式和超声波: 密封完整性、TPT窗口与失效模式指南

作者:
纪英,国际销售经理
交付周期
工厂交货期 15 至 20 天
市场
服务覆盖 80 多个国家
封口
针对您的薄膜层叠进行调整,而非固定设定点
密封是一个工艺窗口,而非袋型
袋型页面解释了成品袋的格式。本指南比较了这些袋子背后的密封技术和失效模式——密封强度、泄漏风险、薄膜兼容性、工装、检测和成本。如果您仍在选择成品袋格式(自立袋、插角袋、平底袋),请从我们的 包装袋类型中心; 开始;本页面旨在探讨这些袋子是如何实际焊接密封的,以及该焊缝如何失效。.
密封中最有用的概念是:密封不是一个设定值,而是一个 工艺窗口. 。热封的形成过程是:将薄膜的内层密封层置于特定的温度、压力和停留时间范围内,使其在不扭曲其余结构的情况下流动并熔合。温度过低或时间过短会导致焊缝脆弱;温度过高或时间过长则会导致薄膜变薄、烧穿或变形。该窗口是 您的薄膜, 的属性,而非机器的属性。这就是为什么同一台封口机在处理聚乙烯自立袋和高阻隔复合膜时,其设定会有所不同。.
在该窗口之后还有两个后续决策,这也是本指南存在的原因。首先,向薄膜输送热量的四种常见方式——恒温热封条、脉冲带、连续封口带或超声波振动——在处理要求苛刻的薄膜时表现各异,选择正确的方式是一项真正的工程决策,而非默认选项。其次, 看起来 牢固的密封件仍可能发生泄漏,因此必须分别验证强度和密封性。以下各节将依次讨论这些内容。关于上述机器选择层面(即哪种袋装机系列适合您的产品和生产),请参阅我们的 包装机选型指南; ;关于在线制袋与填充预制袋的比较,请参阅 预制袋与立式成型充填封口机(VFFS).
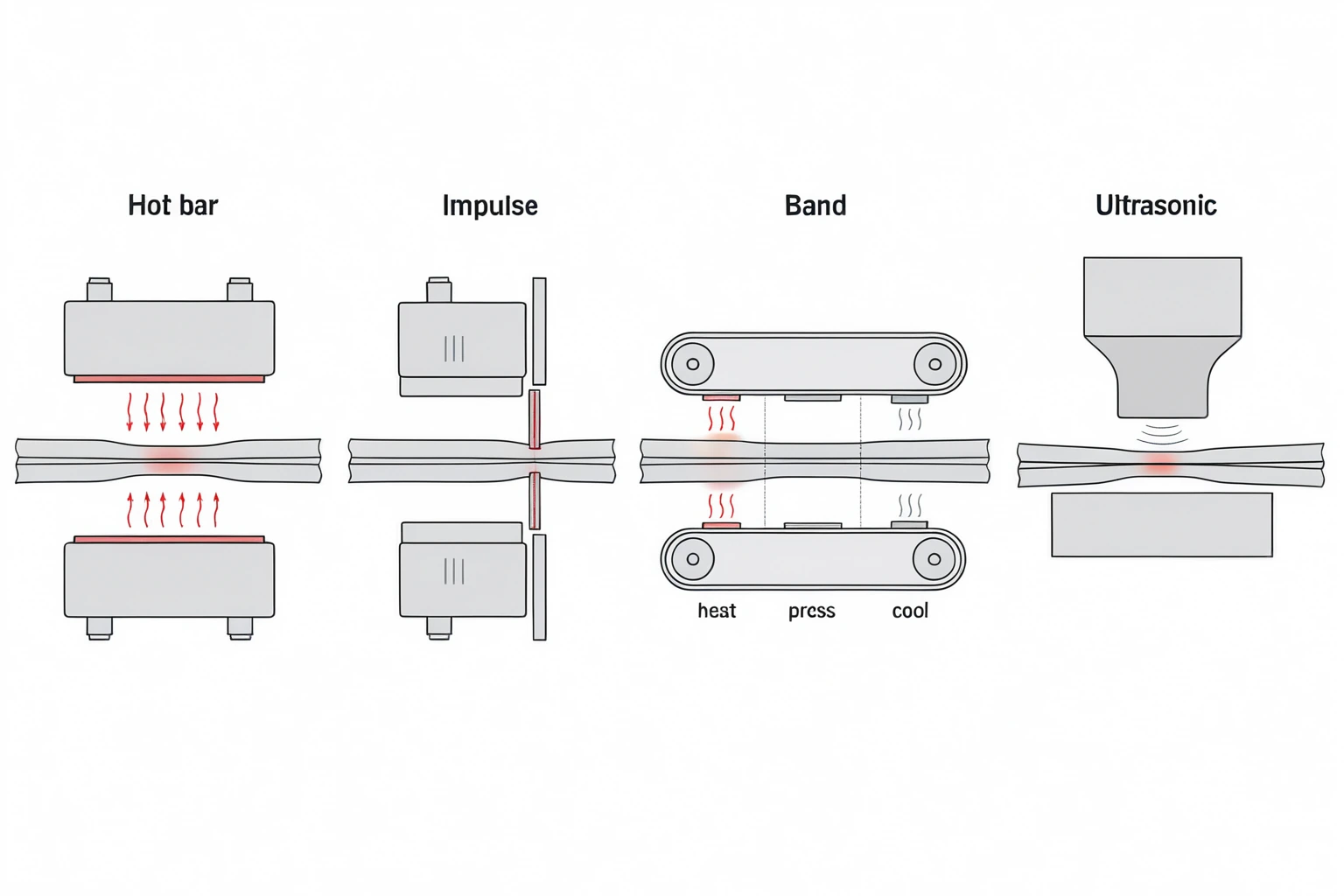
四种密封方法如何形成焊缝
所有四种方法最终都达到相同的结果——熔融密封剂在压力下熔合然后冷却固化——但它们达到该结果的方式不同,正是这种差异使得一种方法适合易损复合膜,而另一种适合可回收单层膜。.
A 恒温热封条 是主力设备。两个加热夹爪保持恒定温度,并在设定的停留时间内夹紧薄膜;热量从外部传导进入。它简单、坚固且易于设置,但由于夹爪保持高温,在夹爪打开的瞬间密封处仍然温热且柔软,这使其初始强度较低——即其 hot-tack ——直到它在空气中冷却为止。.
An impulse sealer heats only during a brief pulse of current through a ribbon element, then keeps the film clamped while it cools. Because the weld solidifies under pressure rather than in open air, impulse can produce a cleaner, more stable seal on thin or demanding structures — at the cost of a slower cycle, since each seal waits through a heat-then-cool step.
A band (rotary continuous) sealer carries the film between moving belts through separate heating, compression, and cooling zones in sequence. That makes it well suited to high-throughput continuous motion and to pre-made pouches, since the seal is both formed and cooled under control before the bag leaves the belts.
An ultrasonic sealer works on a different principle entirely: a vibrating horn drives high-frequency mechanical motion into the film, and the heat is generated inside the material by internal friction at the interface — the tool itself stays cold. Because the energy is deposited only where the layers meet and only during a short weld pulse, ultrasonic can place a narrow, repeatable seal with very little heat spread, which is the root of its advantages on heat-sensitive and recyclable films. We return to where that boundary actually pays off, and where it does not, further down.
Decision Matrix — Where the Four Methods Genuinely Differ
The comparison below is deliberately qualitative. Seal-strength and temperature figures are properties of a specific film, sealant, and line speed, not of a method in the abstract, so a clean ladder of numbers would mislead more than it helps. Use this to narrow the field; settle the exact setpoints on your own film during a trial.
| 维度 | Constant-Heat Hot Bar | Impulse | Band / Rotary | 超声波 |
|---|---|---|---|---|
| How heat reaches the film | Conducted in from permanently hot jaws. | Pulsed through a ribbon, then cooled under clamp. | Conducted through belts in heat → compress → cool zones. | Generated inside the film by vibration; tool stays cold. |
| Initial hot-tack | Lower — seal opens warm and soft. | 更高——焊缝在压力下固化。. | 受控——释放前设有专用冷却区。. | 高——极短且局部的热输入。. |
| 封口宽度趋势 | 更宽的传统封口带。. | 中等偏窄。. | 中等,连续。. | 窄且精确。. |
| 产量趋势 | 高且连续。. | 较低——每个封口需经历加热后冷却的循环。. | 高——专为连续运动而设计。. | 高——极短的焊接周期。. |
| 可回收单一材料适用性 | 适用于工程密封层和严格控制。. | 良好——夹具下的冷却有助于缩窄窗口。. | 配合分区温度控制效果良好。. | 通常受青睐——热扩散小。. |
| 封口内污染耐受性 | 低——封口处残留产品通常会导致泄漏。. | 低至中等。. | 低至中等。. | 在特定且经过验证的情况下可以更好(见下文)。. |
| 资本支出层级(方向性) | 入门级——成本最低的主力机型。. | 入门至中端。. | 中端。. | 高端——增加了发生器和工具。. |
快速概览——杠杆,而非定论。
倾向于选择恒温热压条,当 薄膜具有宽容度,且吞吐量和最低机器成本最为重要,同时经过良好调节的窗口能够保持所需的密封效果时。.
倾向于选择脉冲式或带式封口机,当 结构较薄、对热敏感或可回收,且在释放前在压力下冷却更有利时。.
倾向于选择超声波封口机,当 密封内污染、狭窄的可回收薄膜窗口、极窄的密封条或按需供能是决定性因素,且薄膜、产品、工具和验证试验均支持时。这些是工程杠杆——污染风险、薄膜敏感性、阻隔箔脆性、吞吐量和预算——而非袋型查询表。.
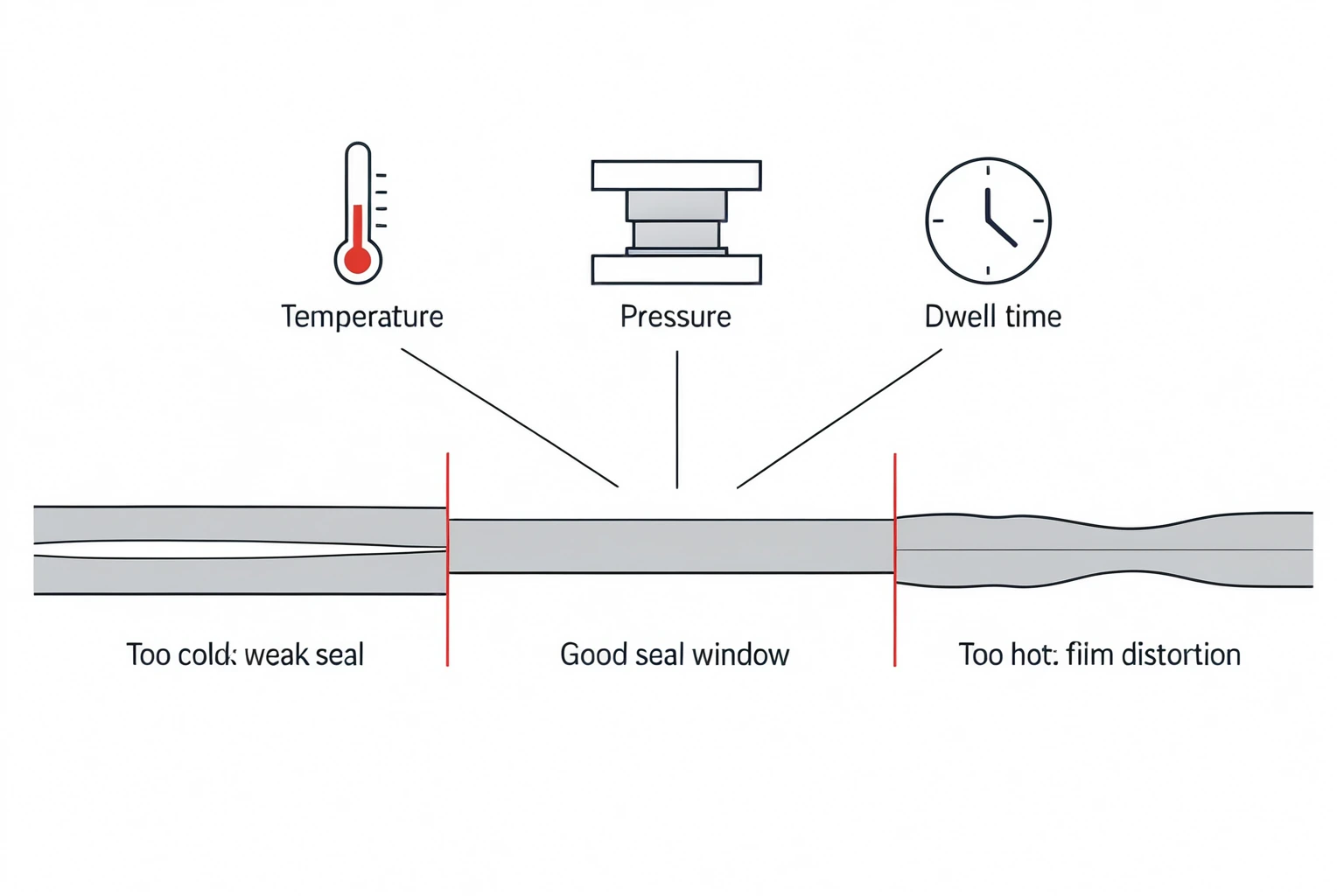
密封窗口——以及为什么可回收薄膜更难处理
每一个热封都存在于由三个变量共同定义的窗口内: 温度、压力和停留时间 ——即 TPT 窗口。提高其中一个变量,通常可以降低另一个——更长的停留时间可以让你在较低温度下密封,更大的压力可以改善纹理薄膜上的接触——但向任何方向偏离该窗口,密封都会以特定的方式失效。低于该窗口,密封剂无法完全流动,导致焊接处变冷、变弱;高于该窗口,薄膜会变形、密封处变脆或卷材被烧穿。.
这就是可回收包装改变工程设计的地方。传统的层压材料将高熔点的外层与低熔点的内层密封剂配对,因此熔合密封的温度远低于损坏结构的温度——这是一个宽广且宽容的窗口。由单一聚合物系列制成的可回收 mono-material 薄膜没有这种分离:你熔化以进行密封的层与赋予袋子强度的层在化学性质上非常接近,因此密封窗口变窄,工艺控制变得更加严格且宽容度降低。这就是为什么转向可回收结构的品牌通常会重新评估密封步骤,而不是将其视为直接替换的实际原因。.
其背后的监管推动力是真实存在的,但经常被夸大,因此有必要保持精确。欧盟的《包装和包装废弃物法规》(Regulation 2025/40) requires that packaging placed on the EU market be recyclable by 2030, graded against design-for-recycling criteria. It does 并非 explicitly mandate mono-material construction — but because multi-layer laminates tend to grade poorly for recyclability, mono-material has become a common practical route to compliance, and with it the narrower sealing window. Methods that limit heat spread — impulse, band with zoned cooling, and ultrasonic — are part of how packers keep that narrower window under control, alongside engineered sealant layers on a well-controlled hot bar.
Seal Strength vs Seal Integrity: Which Test Finds What
The most expensive mistake in sealing is assuming a strong seal is a leak-tight seal. They are different properties, measured by different tests, and a pack can pass one while failing the other. Seal strength is how much force it takes to pull the seal apart; seal integrity is whether the seal has a leak path, however small. A wide, firmly bonded seal with a single fine channel across it can be both strong and leaking at once.
The recognised seal-test standards each answer a narrower question than people assume, and the scope matters — many originate in medical-device packaging and do not transfer wholesale to a food pouch:
- Seal strength (peel): ASTM F88 measures the force to separate a seal and the way it fails (peel, tear, or delamination). It tells you the seal is strong — not that it is leak-free.
- Fine-channel leaks, food and consumer pouches: ASTM F3039 is the dye-penetration test for nonporous flexible packaging — the right reference for most barrier food pouches. (The older ASTM F1929 dye test is scoped to 多孔 医疗包装,不应作为食品袋的引用标准。
- 粗漏: ASTM F2096 是一种在内部压力下进行的简单气泡测试,用于检测较大的粗漏。它灵敏且成本低廉,但仅属于粗漏筛选,而非细微通道或爆破测试。.
- 爆破与蠕变: ASTM F1140 (无约束)和 ASTM F2054 (板间约束)对包装进行加压直至密封失效,以找出最薄弱点。.
- 真空衰减与验证: ASTM F2338(真空衰减检漏)和 ISO 11607-2 (无菌屏障工艺验证,IQ/OQ/PQ)涵盖了受监管和高阻隔性的工作。.
对于采购方而言,关键在于为产品同时指定强度测试和泄漏测试,并根据包装选择合适的泄漏测试——气泡测试用于粗漏筛选,染料渗透测试用于检测那些破坏了看似牢固密封的细微通道。不同的成品形式呈现密封的方式也不同,这也是袋型和密封方式通常配套选择的原因之一:

三边封
需验证三条焊缝和一个折叠边。.

四边封
四条焊缝——需要检查的密封长度最长。.

背封
一条背封加上顶部和底部焊接——需要检查这三处。.

鳍式封口。
内表面焊接成直立鳍片——这是一个常见的泄漏点。.
不同的接缝几何形状会将密封位置置于不同处——这就是为什么规格和密封方法需要一并指定的原因。有关成品规格的完整列表,请参阅 包装袋类型中心 以及 three-side-seal, four-side-seal 以及 back-seal 机器页面。.
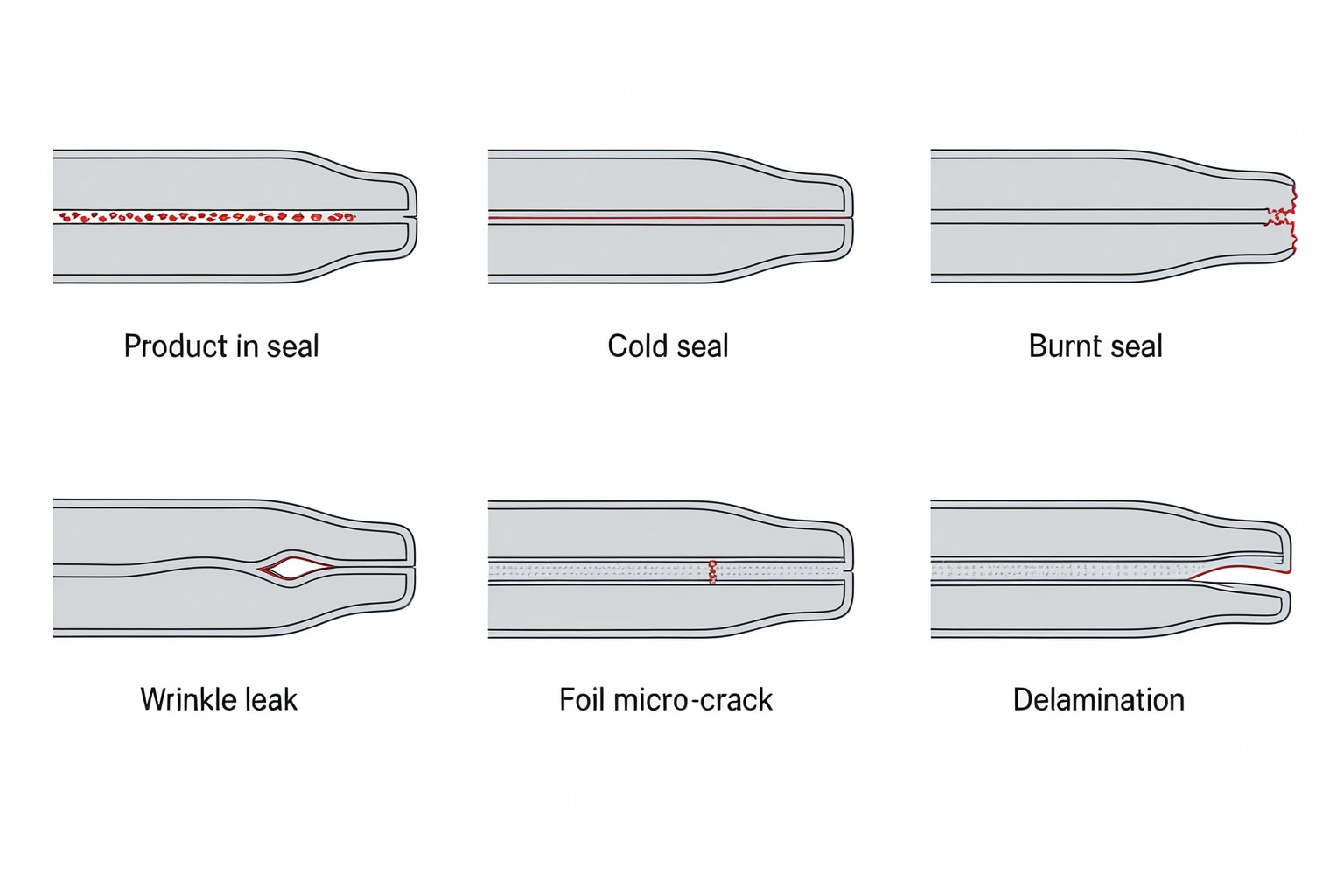
您实际会遇到的失效模式——以及预先防范它们的询价单(RFQ)。
密封失效的方式屈指可数,且识别出与您产品相关的失效模式是写好询价单的一半工作。每种失效模式都有其产生机制和相应的检测方法。.
- 夹料密封毛细管泄漏 ——一种常见的高风险路径:粉末、细颗粒、油脂或液体落在密封表面,留下微观通道,即使密封拉力很强,染料渗透测试也能检测出来。这就是有时引入超声波技术来解决的失效问题。.
- 冷封或密封不足 ——温度、压力或停留时间不足,导致密封剂未能完全熔合;密封看起来是闭合的,但一剥即开或发生泄漏。.
- 烧焦或过度密封 ——过高的热量或过长的停留时间使密封边缘的薄膜变薄并变脆,导致其在弯曲时破裂。.
- 褶皱或折痕泄漏 ——密封中夹入的折叠处留下了通道;常见于拐角处以及拉链或插角过渡处。.
- 阻隔箔微裂纹 ——硬质钳口的冲击使薄箔层破裂,产生缓慢的泄漏,通常只有真空衰减测试才能发现。.
- 边缘剪切和分层 ——密封虽然完好,但边缘处的薄膜变薄,或各层分离,导致包装在保质期内强度减弱。.
A good RFQ states the film structure and sealant, the product and whether it dusts or carries grease, the bag format and any zipper or gusset, the throughput, and the seal-integrity standard you will test against. That lets a supplier specify the right method, jaw design, and inspection up front rather than discovering the failure mode in production.
The Ultrasonic Boundary: Where a Cold Tool Earns Its Premium
Ultrasonic sealing attracts a lot of claims, so it is worth separating the mechanism — which is sound — from the marketing. Because the heat is generated inside the film during a short weld pulse and the tool stays cold, ultrasonic concentrates energy precisely at the seal interface. Ultrasonic systems such as Herrmann's commonly run at around 20–35 kHz with controlled amplitudes on the order of 9–35 microns, tuned to the film and the seal geometry; in that Herrmann/Mespack source, higher-frequency systems are positioned for narrower seals (vendor and OEM figures, application-specific). That precise, low-spread energy is the real basis for its two headline advantages.
The first is contamination tolerance, and the honest version is conditional. In a widely cited trade case, the Oberto beef-jerky line moved from hot-bar to ultrasonic sealing on a vertical bagger and reported that the seals could close through jerky fines that had been causing leakers — the bags held a two-hour test at 25 inches of vacuum from the start, the seal surface shrank from about 1.25 inches to under a quarter of an inch, and output rose from roughly 35–40 to 75 bags per minute (Packaging Strategies, 2017). That is a real, named result — but it is one product, one machine, one validation. The right way to generalise it is narrow: ultrasonic can improve sealing through some in-seal contamination, on the right film, after a trial proves it for your product. It is not a universal "seals through anything" capability, and some release additives and trapped moisture can interfere with it.
The second advantage is energy and material. Because there is no warm-up and no heated tool to hold at temperature, the generator draws power only during the weld; Herrmann reports up to around 75% less sealing energy than continuously heated jaws (vendor claim). Narrower seals can also trim film: one snack-package case reported about an 11% material saving by shrinking the end seals, under that application's specific conditions — a case figure, not a guaranteed number. Ultrasonic has also been licensed for sealing uncoated paper (Syntegon handed exclusive rights for the process to Herrmann in 2023), which matters as paper-based recyclable formats grow. The takeaway is not that ultrasonic wins — it is that on contamination-prone, heat-sensitive, recyclable, or narrow-seal work it is worth evaluating against a well-controlled hot bar, which remains the broader, lower-cost default everywhere else.
Tooling, Jaw Control & Inspection: Where Reliability Is Won
Once the method is chosen, day-to-day seal reliability is decided by the tooling and the control of the jaws — the unglamorous details that separate a seal that holds for a shift from one that drifts.
On heat sealers, the jaw face does the work: serration or knurling patterns set how the film is gripped and how heat transfers, and a clean, flat, evenly heated face is what keeps a seal consistent across its width. Worn or contaminated jaws are a leading cause of intermittent leaks. Jaw control matters just as much as jaw shape — a hard mechanical clamp lands the full force in an instant, while a servo-driven jaw can soft-land and apply force in stages. That staged force can reduce impact damage to fragile barrier foils and improve seal consistency at speed (a control feature worth asking about where foil micro-cracking is a risk). Ultrasonic brings its own tooling discipline: the horn and anvil are precision acoustic parts, the energy-director geometry shapes the weld, and abrasive fillers wear the horn over time, so tooling life is part of the cost case.

Inspection closes the loop. For most food and consumer work, a combination of a periodic destructive test on the line (a peel test and a dye or bubble leak test on sampled packs) plus continuous visual or vision checking is enough to hold quality. Sterile, medical, and high-barrier packaging go further, into formal process validation and in-line vacuum-decay or seal-monitoring systems. Whatever the level, the principle from the test section holds: verify strength and leak-tightness separately, because the line that only checks one will eventually ship the other.
盛威如何密封——以及如何验证密封窗口。
在盛威已发布的机器中,热封是根据袋型和薄膜进行配置,而非固定不变的;若超声波技术适用于您的产品,请将其视为独立的验证和附加讨论事项。我们的立式制袋充填包装机在线完成制袋和封口: 六列三边封机 以及 六列四边封机 用于运行多列小袋,而 十列背封机 在高列数下形成背封。这些设备安装在我们更宽的 全自动立式平台.
对于预制袋, 预制袋包装机 抓取成品袋并在专用工位进行封口——通常第一道工序用于压平,第二道工序完成封口,且每个工位的温度均可控。如果您希望先确定袋型,请从 包装袋类型中心 以及以下格式页面开始: 自立袋, 插角袋, 、以及 平底袋; ,而可重复密封的 拉链 是一种添加到上述袋型中的封口功能,在拉链轨道处有其自身的密封完整性考量。.
对于样品试验和项目验证,我们可以在发货前运行您的薄膜和产品并检查样品封口,从而确保封口窗口在试验阶段即已得到验证,而非在您的工厂中才发现问题——请要求我们将样品封口检查纳入装运前计划。您可以查看我们如何检查和运行测试设备,详见 工厂与质量中心. 。关于封口选择在更广泛报价中的位置,请参阅我们的 包装机价格指南; ,关于填充袋子的计量系统,请参阅我们的 计量方式对比.
常见问题解答
热封、脉冲封口、带式封口和超声波封口之间有什么区别?
它们在热量到达薄膜的方式上有所不同。恒温热压封口机将薄膜夹在永久加热的钳口之间,并从外部传导热量。脉冲封口机仅在短暂脉冲期间加热,并在冷却时保持薄膜夹紧状态,这可以在薄膜上实现更整洁的封口。带式或旋转式封口机将薄膜输送通过独立的加热、压缩和冷却区域,以实现连续运行。超声波封口机通过振动冷焊头在薄膜内部产生热量,从而形成窄小且热扩散范围小的封口。选择哪种设备取决于您的薄膜、规格、产量和预算。.
什么是密封窗口,它为什么重要?
密封窗口是指特定薄膜能够良好密封的温度、压力和停留时间范围。在此范围内,密封剂能够流动并熔合,而不会损坏结构的其余部分;低于此范围,密封效果不佳且强度较弱;高于此范围,薄膜会发生变形或烧穿。密封窗口是薄膜本身的特性,而非机器的特性,这就是为什么设定点需要通过试验来验证,而不是在不同产品间直接复制。可回收的单一材料薄膜比传统层压材料的密封窗口更窄,因此对工艺控制的要求更为严格。.
为什么即使密封看起来很牢固,我的袋子还是会漏?
因为密封强度与密封完整性是两码事。强度是指将密封拉开所需的力;而完整性是指是否存在泄漏路径。一个宽大且粘合牢固的密封件仍可能存在微小的通道——通常是因为产品、粉末、油脂或褶皱落入密封区域所致——即使密封件拉力很强,该通道也会发生泄漏。解决方法是两者都进行测试:通过剥离测试来检测强度,通过染料渗透测试或气泡测试来检测泄漏。.
我该如何测试密封完整性——以及针对不同情况应选择哪种测试方法?
将测试与问题匹配。ASTM F88 通过剥离密封来测量密封强度。对于无孔食品和消费品袋的泄漏,ASTM F3039 是用于查找细微通道的染料渗透测试;ASTM F1929 仅适用于多孔医疗包装。ASTM F2096 是一种用于检测较大明显泄漏的快速气泡测试。ASTM F1140 和 F2054 通过对包装加压直至破裂来寻找最薄弱点。真空衰减测试和 ISO 11607-2 验证涵盖了高阻隔和无菌工作。请指定至少一项适用于您包装的强度测试和一项泄漏测试。.
超声波封口能否穿透密封区域内的粉末或油脂进行作业?
有时可以,但必须经过验证。由于超声波会在薄膜内部产生热量并干扰界面,在特定情况下,它能够穿透热封条无法处理的轻微污染进行密封——曾有牛肉干生产线报告称,在改用超声波技术后,成功穿透产品碎屑完成密封,并通过了为期两小时的真空测试。但这仅是一个经过验证的应用案例,而非普遍保证:最终结果取决于薄膜材质、污染物的类型与数量、焊头和砧座的几何形状,以及针对您自身产品的测试。请将其视为一项需要评估的技术,而非理所当然的解决方案。.
为什么可回收的单一材质薄膜更难密封?
传统的层压材料使用高熔点的外层和低熔点的内密封层,因此密封温度与损坏薄膜的温度之间存在较大的间隙。单一材料薄膜属于单一聚合物系列,因此密封层和结构层的熔点接近,「密封」与「变形」之间的安全窗口变窄。这意味着需要更严格的温度控制,并通常需要一种限制热量扩散的方法——如脉冲式、分区带式或超声波式,尽管经过精心设计的密封层配合控制良好的热压条也能奏效。.
与热封相比,超声波在何时更具价值?
超声波技术在特定的问题范围内体现了其较高的成本价值:导致泄漏的密封内污染物、具有窄窗口的热敏或可回收薄膜、非常狭窄的精密密封,以及对降低密封能耗的需求。除这些情况外,恒温热压条对于大多数食品和消费品包装袋而言,仍然是应用更广、成本更低的可靠方案。决策的关键不在于「哪种更好」,而在于「我的具体问题是否在超声波技术的适用范围内」——这一点通过针对您的薄膜和产品进行试验来确定。.
阻隔箔微泄漏的原因是什么,以及如何减少这种情况?
当密封钳口用力闭合时,薄箔或金属化阻隔层可能会破裂,从而产生缓慢的泄漏,而这种泄漏通常只能通过真空衰减测试检测出来。通过控制钳口的闭合方式可以减少这种情况:伺服驱动的钳口可以实现软着陆,并分阶段施加压力,而不是猛烈闭合,这降低了对箔片的峰值冲击,同时保持钳口表面清洁平整。如果箔片微裂纹是一个已知风险,请向供应商咨询伺服钳口控制以及在线真空衰减或密封监测的相关事宜。.
从中国采购封口机,我应该预期多长的交货周期?
盛威基础型号——我们的立式和预制袋包装机的标准配置——在出厂后15至20天内发货。定制的多列机型和完整的集成生产线周期更长;请在询价单(RFQ)中确认范围。在比较出厂交货期与送达交货期时,请增加大约四到六周的海运时间,并将密封完整性测试设备及任何特殊工装视为报价中的独立项目,而非事后补充。.


